-
真空钎焊炉中大流量“真空-正压”循环控制的解决方案

摘要:为满足真空钎焊炉对大流量正负压循环控制的需要,本文介绍了一种真空背压阀解决方案,即采用一种大流量并可工作在负压和正压范围的背压阀,同时采用电气比例阀作为先导阀进行驱动,可精确控制钎焊炉内正负压的循环变化。
原文阅读:(PDF格式)
一、问题的提出
真空钎焊属于固相连接,它与熔焊方法不同,真空钎焊时母材不熔化,由于采用比母材熔化温度低的钎料,在真空钎焊炉加热室里加热温度采取低于母材固相线而高于钎料液粗线的一种连接方法。由此,相应的真空钎焊炉可以进行真空钎焊、真空退火、真空时效等多种加工。真空钎焊炉最重要的两个性能是真空度和温度,但目前国内外的真空钎焊炉还存在以下需要进一步解决的问题:
(1)在小型真空钎焊炉中,电气比例阀作为压力控制的重要部件,可分别为真空炉膛提供需要的工作压力(负压或正压)。但是目前常规电气比例阀存在普遍流量较低的问题,最大流量不超过100L/min。对于高流量需求的真空钎焊炉,电气比例阀已不能满足其用气需求。
(2)为了实现高流量的压力控制器,通常都会选用流量放大器技术,即采用电气比例阀作为先导阀来驱动高流量阀。此方法,虽然能够保证真空钎焊炉正常气体流量需求,但是结构过于复杂,气路连接和电气控制繁琐,为工件制造和设备操作造成很大不便。而且,这些流量放大阀仅能满足真空炉膛正压控制的需求。当需用真空压力时,即使在真空钎焊炉后部增加真空泵,流量放大阀也无法进行精准的真空压力控制。
为了满足真空钎焊炉对大流量正负压循环控制的需要,本文提出了一种真空背压阀解决方案,即采用一种大流量并可工作在负压和正压范围的背压阀,同时采用电气比例阀作为先导阀进行驱动,可精确控制钎焊炉内正负压的循环变化。
二、正负压控制原理
正负压区间连续控制的基本原理如图1所示,其目的是精密控制真空压力容器内的气压从负压到正压(或从正压到负压)的连续单调变化(或往复交变)。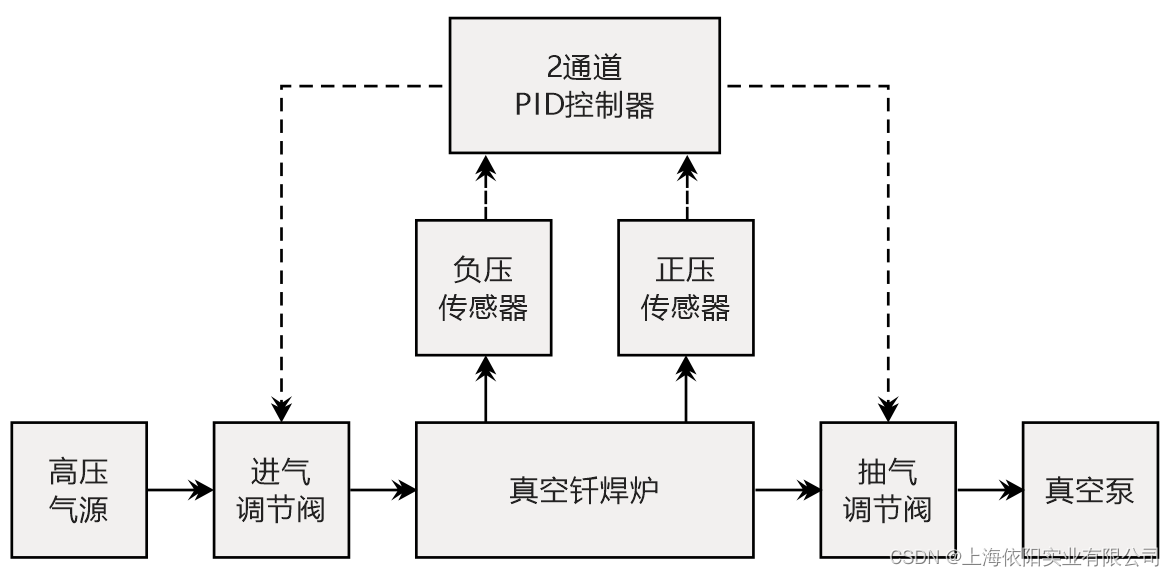
图1 真空钎焊炉正负压控制原理示意图 以下为控制原理具体内容:
(1)控制原理基于真空钎焊炉进气和出气的动态平衡法,是一个典型的闭环控制回路。PID控制器采集压力传感器信号并与设定值进行比较并调节进气和抽气调节阀的开度,最终使传感器测量值与设定值相对而实现真空压力准确控制。
(2)为了覆盖负压到正压的整个真空压力范围,至少配置两个真空压力传感器分别负责负压和正压。PID控制器为双通道同时控制以对应低压和高压区间的控制。
(3)控制回路中分别配备了真空泵(负压源)和高压气源(正压源),以提供足够的低压和高压能力。
(4)当控制是从低压到高压进行变化时,一开始的进气调节阀开度(进气流量)要远小于抽气调节阀开度(抽气流量),通过自动调节进出气流量达到不同的平衡状态来实现不同的真空压力控制,最终进气调节阀开度逐渐要远大于抽气调节阀开度,由此实现低压到高压范围内一系列设定点的连续精密控制。对于从高压到低压的变化控制,上述过程正好相反。
三、技术方案
安装上述的大流量正负压控制原理,具体的技术方案如图2所示。
图2 真空钎焊炉大流量正负压控制系统结构示意图
图2所示的正负压控制系统中,采用了真空型背压阀来对进出气流量进行调节,对背压阀的驱动则使用了气控先导阀。由于采用了气控式真空型背压阀,可将高压控制范围提升到了15bar,但相应的负压同样也被提升到了15mbar。如果需要,还可以进一步抬高高压上限,但低压下限也会随之提升。
在图2所示的这种先导阀驱动背压阀控制方法中,除了将整个控制区间向高压端平移之外,还具有两个特点,一是背压阀可制作成较大通径而适用于较大容器的真空压力控制,二是背压阀的响应速度很快可满足正负压往复交变的快速控制。
四、总结
通过上述技术方案,完全可以实现正负压范围内真空压力的连续控制和往复交变控制,并且可以达到很高的控制精度和速度。
本文解决方案的技术成熟度很高,方案中所涉及的背压阀和PID控制器,都是目前依阳实业特有的标准产品,其他的真空计、压力计、电气比例阀、真空泵和高压起源等也是目前市场上的标准产品。

-
相关阅读:
保护网站安全:深入理解文件上传漏洞
使用 Ring Buffer 完成数据传递
有了这个技术,再也不为水浸事件发愁啦!
机器人力控:导纳控制性能受限于力矩传感器的动态特性
【opencv450-samples】图像分割grabcut算法
控制台相关
Spring基础之AOP和代理模式
稀土掺杂氟化物纳米荧光微球/稀土荧光磁性纳米微球Fe3O4@PHEMA-RE的制备方法
vistual studio 2017中导入pthread.h的配置方法
怎么把pdf转换成jpg图片?
- 原文地址:https://blog.csdn.net/Shanghai_Eyoung/article/details/126093459