-
左支座零件的机械加工工艺规程及工艺装备设计【计算机辅助设计与制造CAD】
wx供重浩:创享日记
对话框发送:左支座
获取完整CAD工程源文件+论文报告+说明书等
一、论文目录
二、论文部分内容
设计任务
1.完成左支座零件—毛坯合图及左支座零件图
2.完成左支座零件工艺规程设计
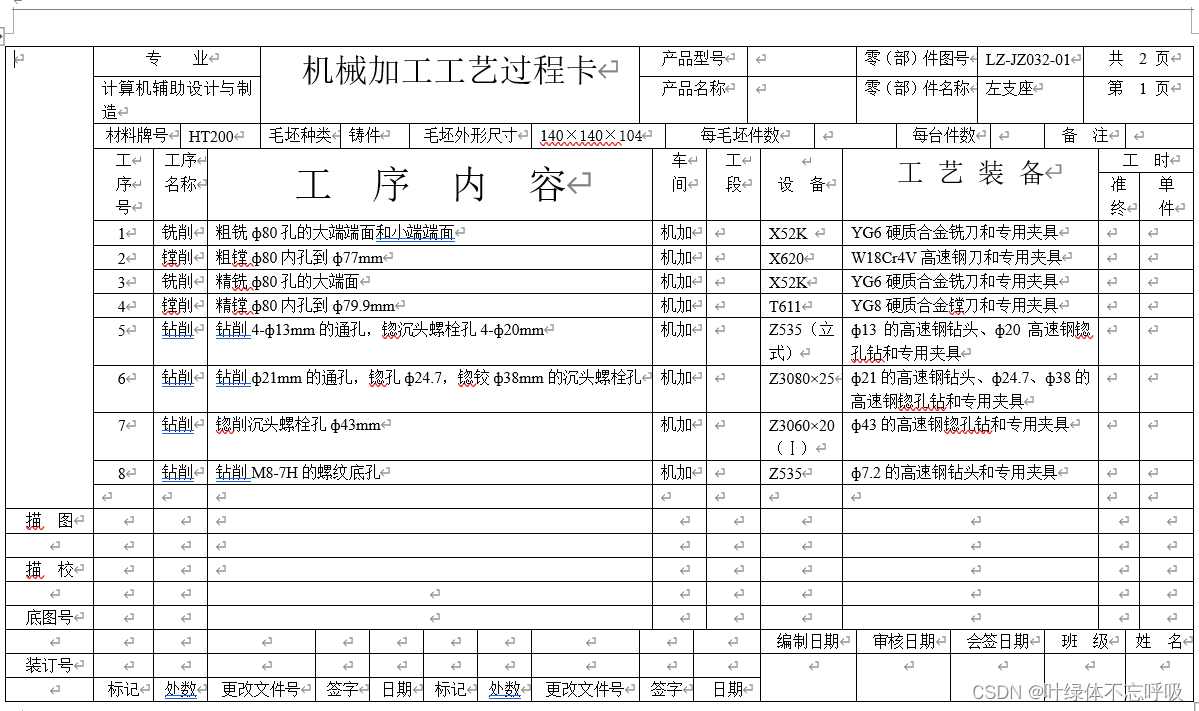
3.完成左支座零件加工工艺卡
4.机床专用夹具装备总图
5.撰写设计说明书1.1.1 零件的作用
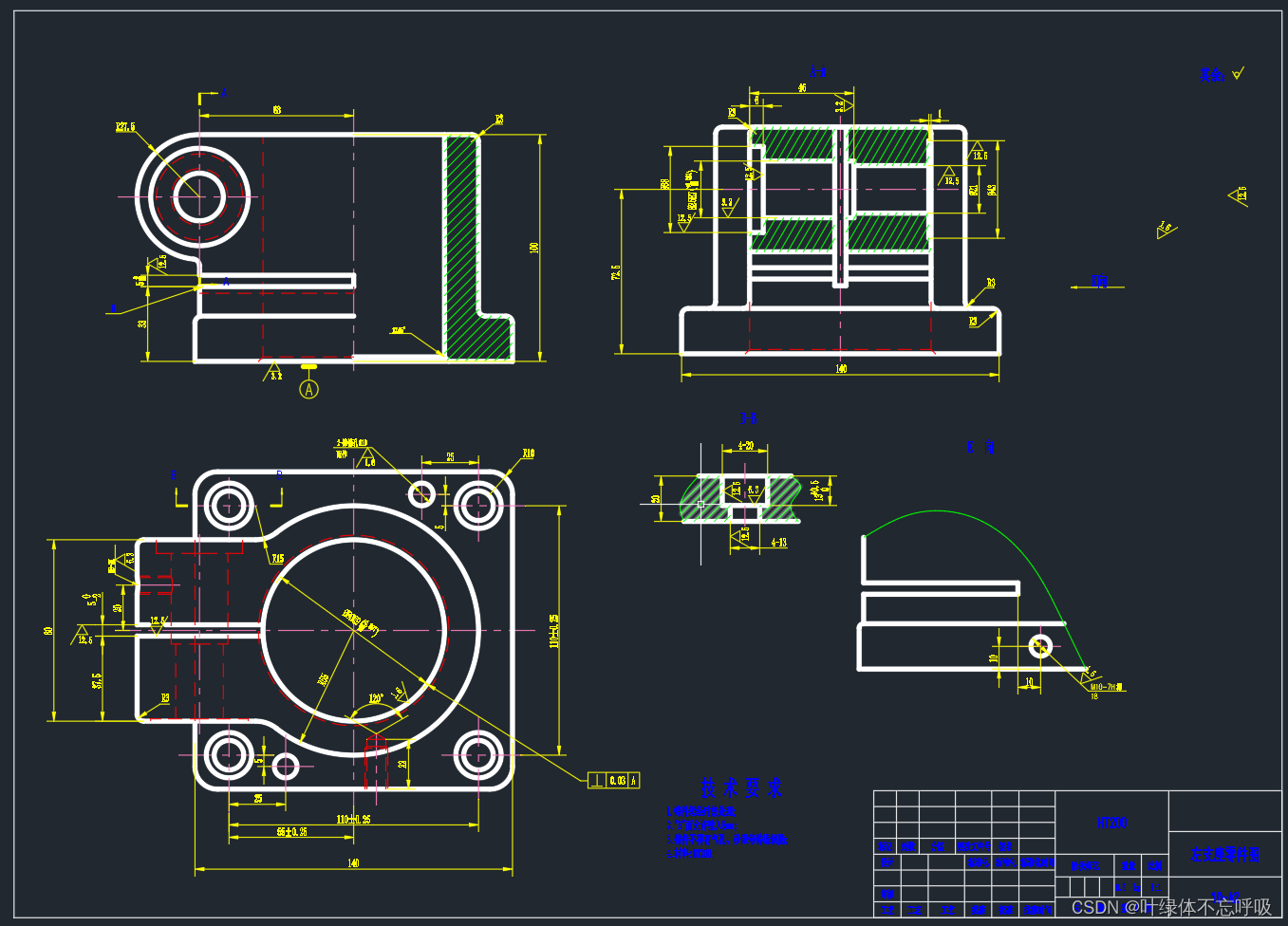
题目所给的是机床上用的的一个支座.该零件的主要作用是利用横、纵两个方向上的5 mm的槽.使尺寸为80mm的耳孔部有一定的弹性,并利用耳部的Ø21mm的孔穿过M20mm的螺栓一端与Ø25H7( )配合的杆件通过旋紧其上的螺母夹紧,使装在Ø80H9( )mm的心轴定位并夹紧。
1.1.2 零件的工艺分析
左支座共有两组加工表面,它们互相之间有一定的位置要求,现分别叙述如下:
一、以Ø80H9( )内孔为中心的加工表面:这一组加工表面包括:Ø80H9( )mm孔的大端面以及大端的内圆倒角,四个Ø13mm的底座通孔和四个Ø20的沉头螺栓孔,以及两个Ø10的锥销孔,螺纹M8-H7的底孔以及尺寸为5( )mm的纵槽,主要加工表面为Ø80H9( )mm,其中Ø80H9( )mm的大端端面对Ø80H9( )mm孔的轴心线有垂直度要求为:0.03mm.
二、以Ø25H7( )mm的孔加工中心的表面:这一组加工表面包括Ø21mm的通孔和Ø38的沉头螺栓孔以及Ø43的沉头孔,螺纹M10-7H的底孔以及尺寸为5( )mm的横槽,主要加工表面为Ø25H7( )mm。
由上述分析可知,对于以上两组加工表面,可以先加工其中一组,然后再借助于专用夹具加工另一组加工表面,并且保证其位置精度。1.2 零件毛坯的确定
1.2.1 毛坯材料的制造形式及热处理
一、左支座零件材料为:HT200在机床工作过程中起支撑作用,所受的动载荷和交变载荷较小.由于零件的生产类型是中批量生产,而且零件的轮廓尺寸不大,故可以采取金属模机械砂型铸造成型,这样有助于提高生产率,保证加工质量.
灰铸体一般的工作条件:
1.承受中等载荷的零件。
2.磨檫面间的单位面积压力不大于490KPa。
二、毛坯的热处理
灰铸铁(HT200)中的碳全部或大部分以片状石墨方式存在铸铁中,由于片状石墨对基体的割裂作用大,引起应力集中也大;因此,使石墨片得到细化,并改善石墨片的分布,可提高铸铁的性能。可采用石墨化退火,来消除铸铁表层和壁厚较薄的部位可能出现的白口组织(有大量的渗碳体出现),以便于切削加工。1.2.2 毛坯结构的确定
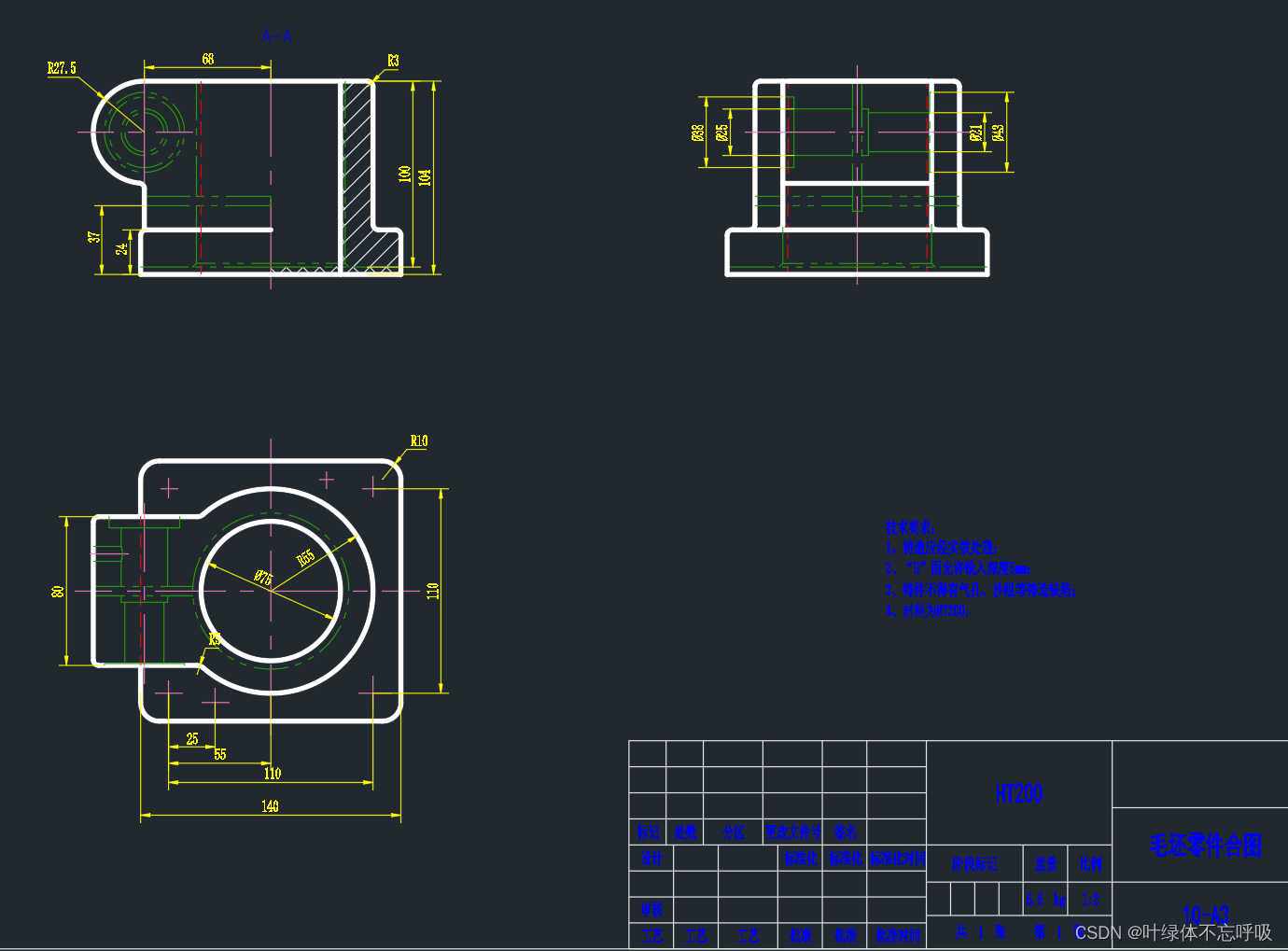
根据零件材料确定毛坯为铸件。又由题目已知零件的年生产纲领500件/年。由参考文献可知,其生产类型为中批生产。毛坯的铸造方法选用金属模机械砂型铸造成型。又由于支座零件Ø80孔需铸出,故还应安放型芯,此外,为清除残余应力,铸造后应安排人工时效。
由参考文献可知,该种铸件的尺寸公差等级CT为8~10级,加工余量等级MA为G级,故选取尺寸公差等级CT为10级,加工余量等级MA为G级。
铸件的分型面选择通过从基准孔轴线,且与侧面平行的面。浇冒口位置分别位于Ø80孔的上顶面。
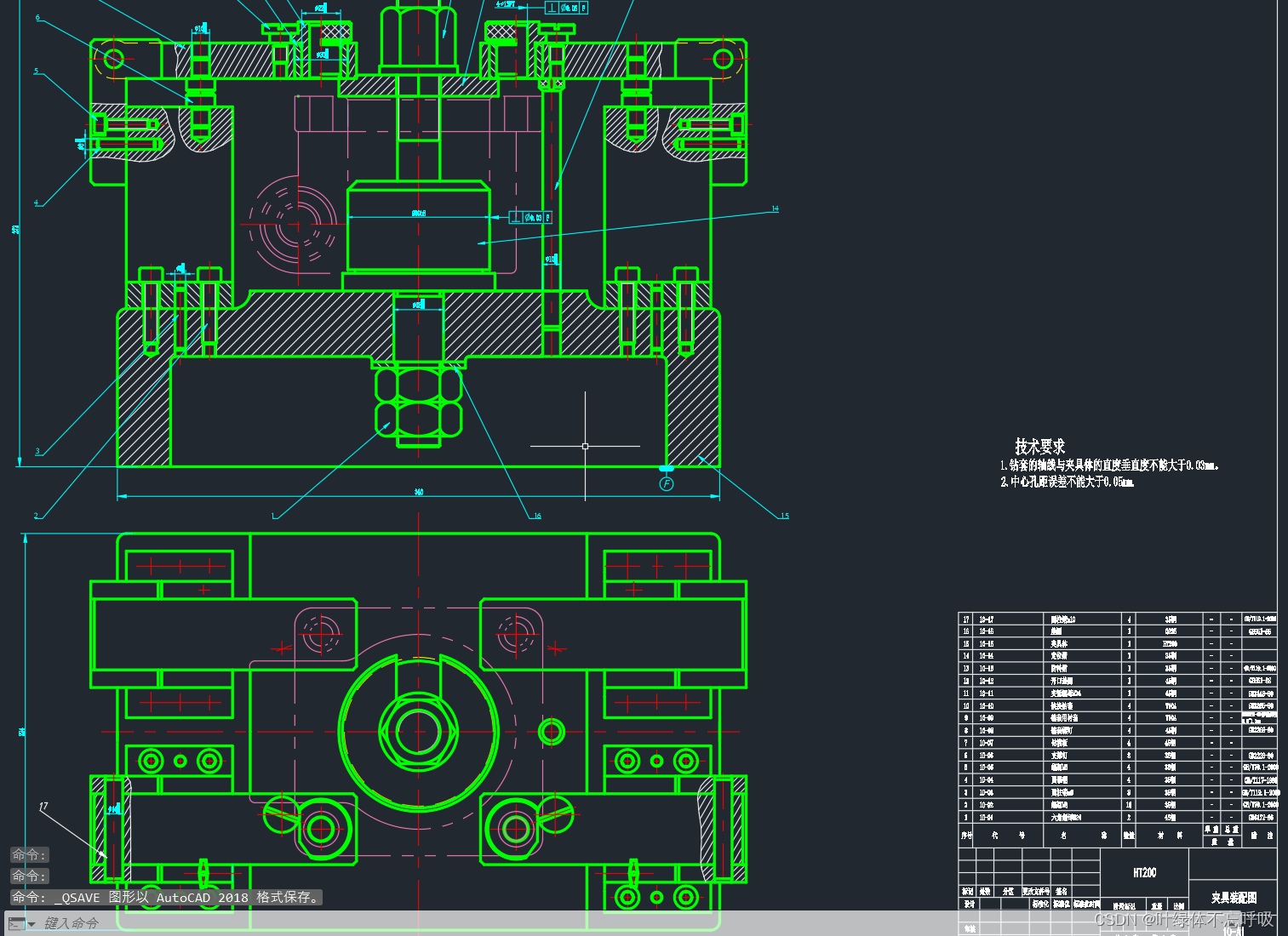
由参考文献用查表法确定参考面的总余量如表1-1所示。本次设计中为左支座设计一台专用夹具,以便在加工过程中提高工作效率、保证加工质量。左支座零件在本次夹具设计为加工Ø80H9( )mm孔的大端端面上4个孔螺栓孔的加工专用夹具。专用夹具的特点:针对性强、结构简单、刚性好、容易操作、装夹速度快、以及生产效率高和定位精度高。
利用本夹具主要用来钻、锪加工顶面的四孔。加工时除了要满足粗糙度要求外,还应满足孔轴线对Ø80H9( )mm孔的平行度公差要求。为了保证技术要求,最关键是找到定位基准。同时,应考虑如何提高劳动生产率和降低劳动强度。3.1 定位基准及定位元件的选择
由零件图可知:根据顶面四孔的轴线与Ø80H9( )mm孔的尺寸要求,在对孔进行加工前,Ø80H9( )mm孔及其大端端面已按其加工技术要求加工,因此,Ø80H9( )mm孔及其大端端面定位精基准(设计基准)来满足其面上四孔加工的尺寸要求。
3.2 切削力及夹紧力的计算详见下载
3.4 夹具设计及操作的简要说明
本夹具用于在钻床上加工Ø80H9( )mm孔的大端端面的螺栓孔。工件以Ø80H9( )mm孔及其大端端面为定位基准,在定位销(心轴)和压紧元件以及防转销上实现完全定位。该夹紧机构操作简单、夹紧可靠。如前所述,在设计夹具时,应该注意提高劳动率。为此,在螺母夹紧时采用开口垫圈,以便装卸。本夹具总体的感觉还比较紧凑。
三、A1装配图
四、A2左支座零件图
五、A3夹具体图
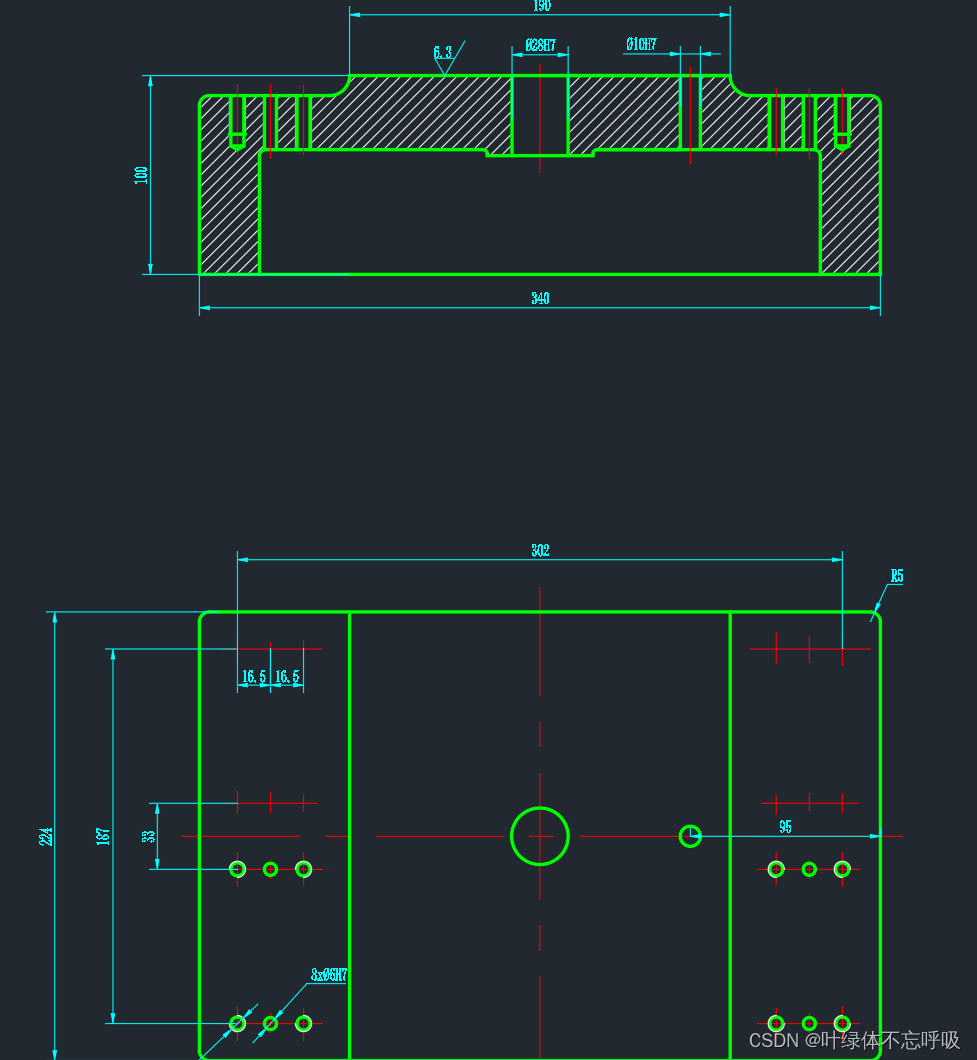
六、A3毛坯零件合图
七、机械加工工艺过程卡部分内容
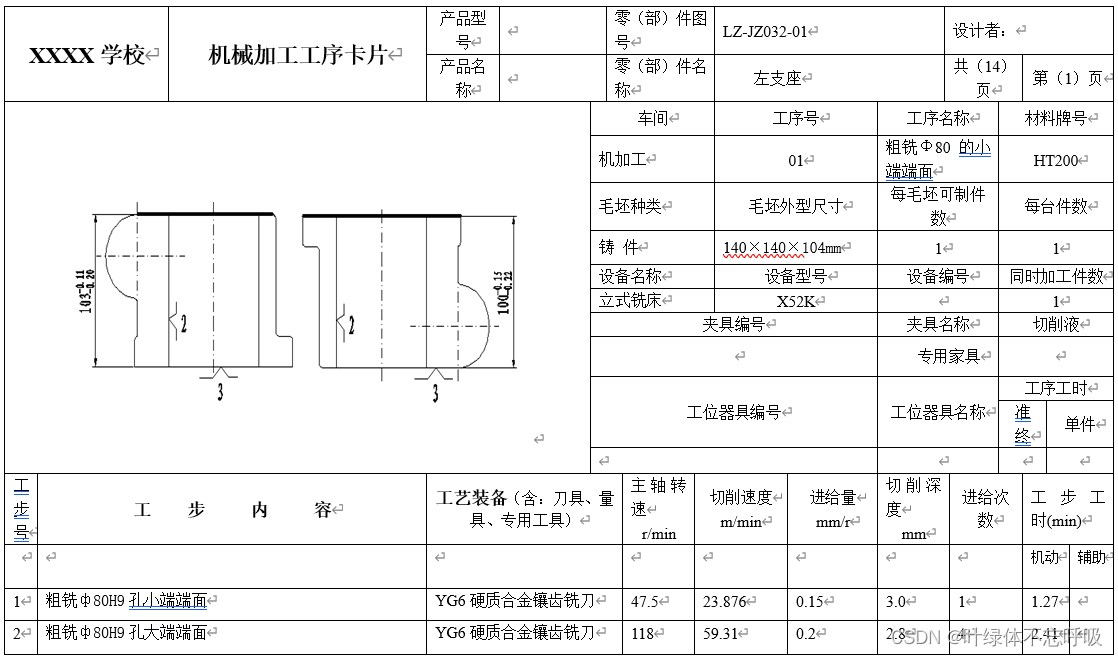
八、机械加工工序卡片部分内容
-
相关阅读:
HackTheBox Photobomb 命令注入与远程代码执行和环境变量提权
anroid html5 拍照扫码
Spring Security认证之登录表单配置
【精讲】vue中的key原理(内含案例)、案例:采用watch与计算属性过滤列表(筛选用户信息)、实现筛选,升序,降序,原顺序等功能
【每日一题】AcWing 5271. 易变数 | 思维 | 中等
优雅写代码的45个小技巧
《向量数据库指南》——选择向量数据库时需要考量的点Milvus Cloud
【窗体】Winform两个窗体之间通过委托事件进行值传递,基础篇
《微信小程序-进阶篇》Lin-ui组件库源码分析-动画组件Transition(二)
使用Python构造VARIMA模型
- 原文地址:https://blog.csdn.net/m0_46653805/article/details/134495840