-
UG旋钮盖模具设计与加工
三维造型设计
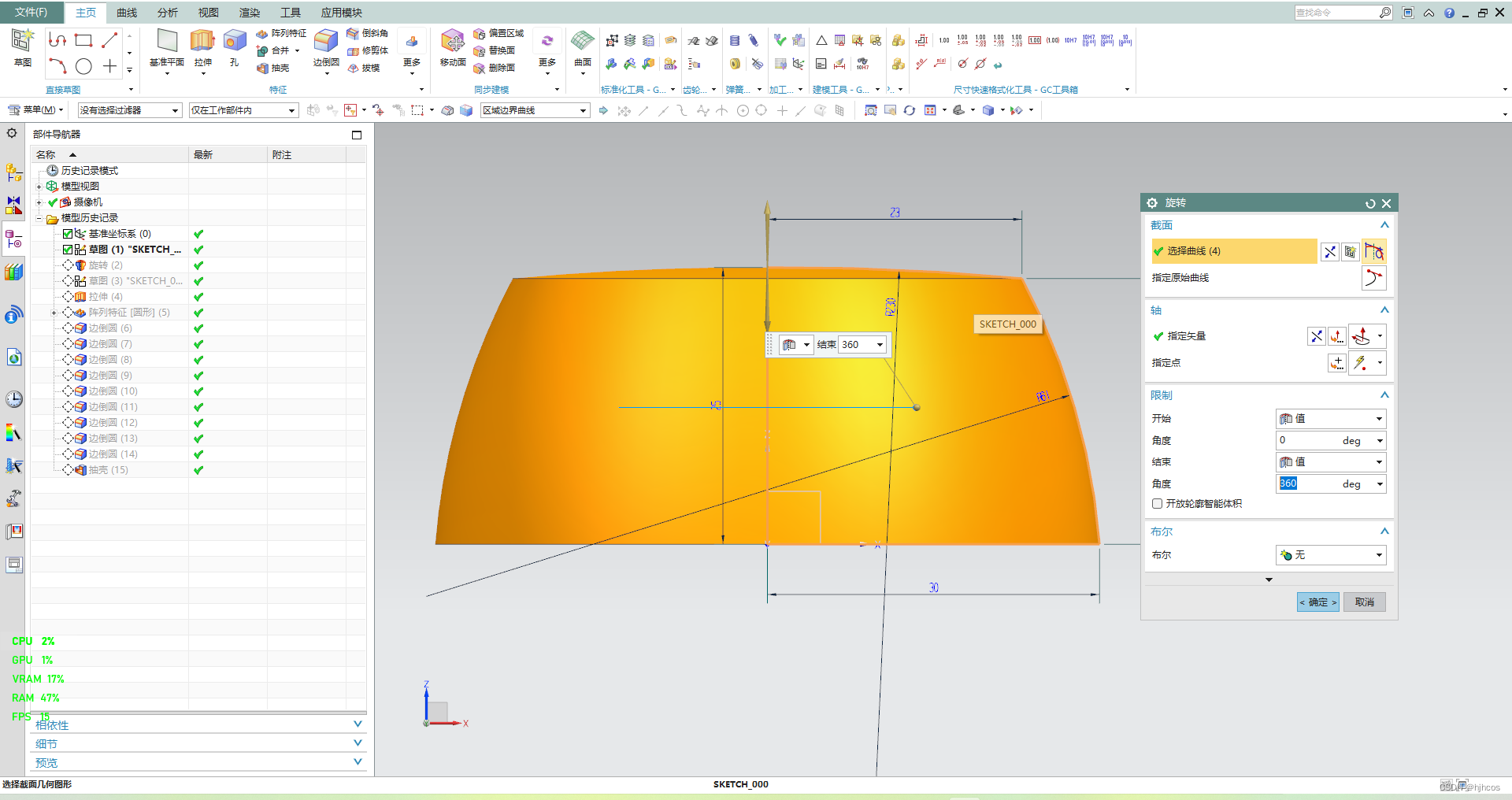
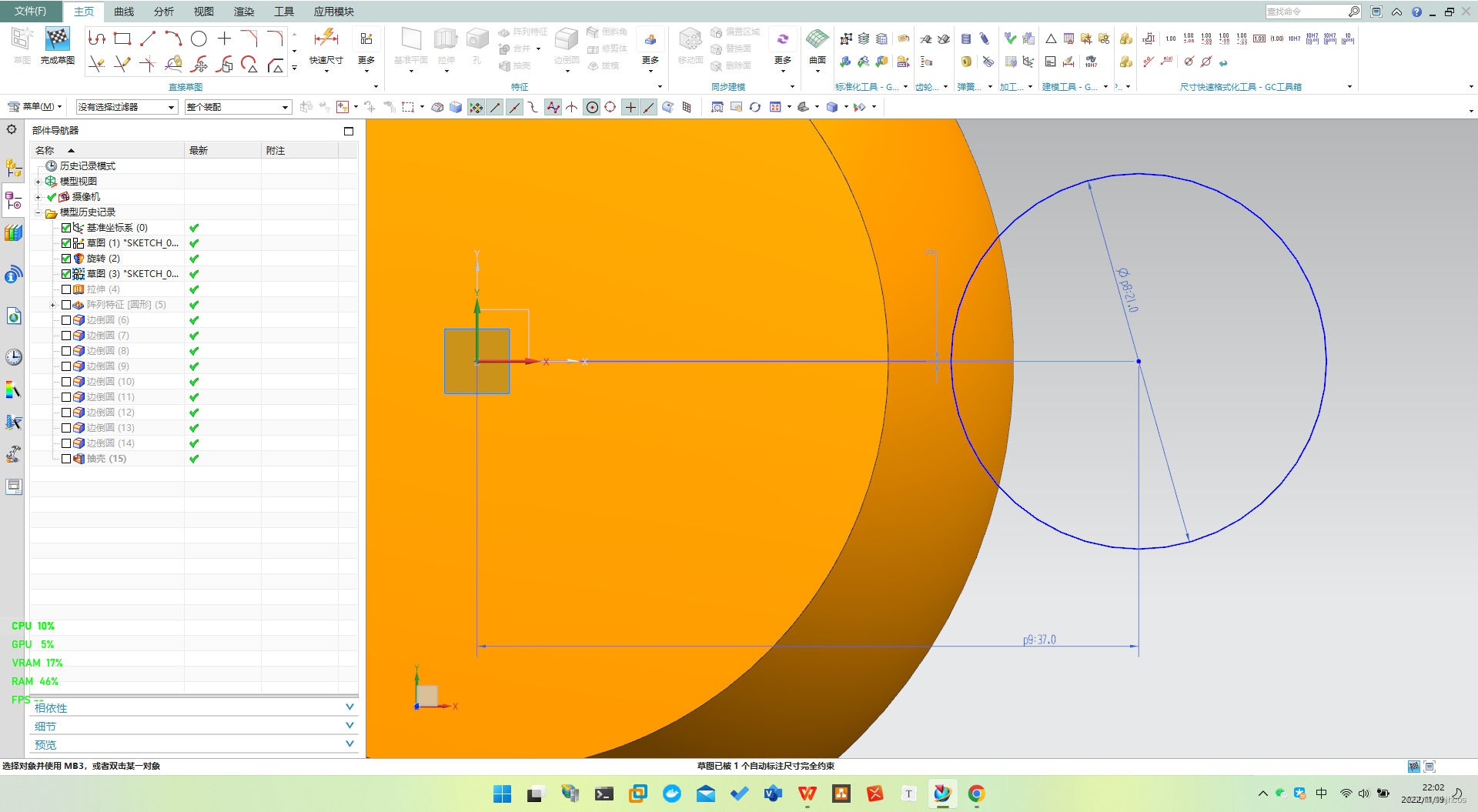
创建草图

旋转拉伸
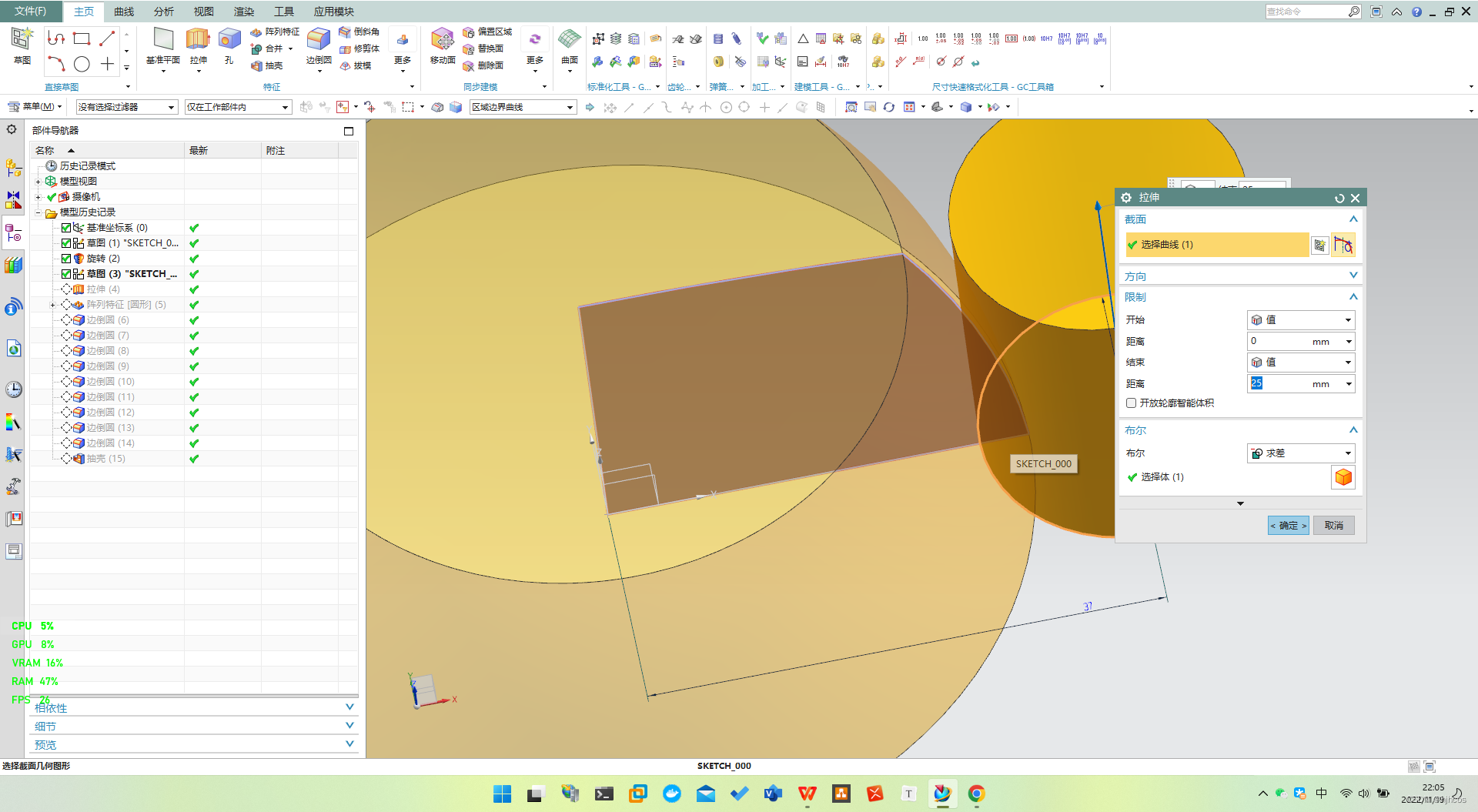
拉伸求差
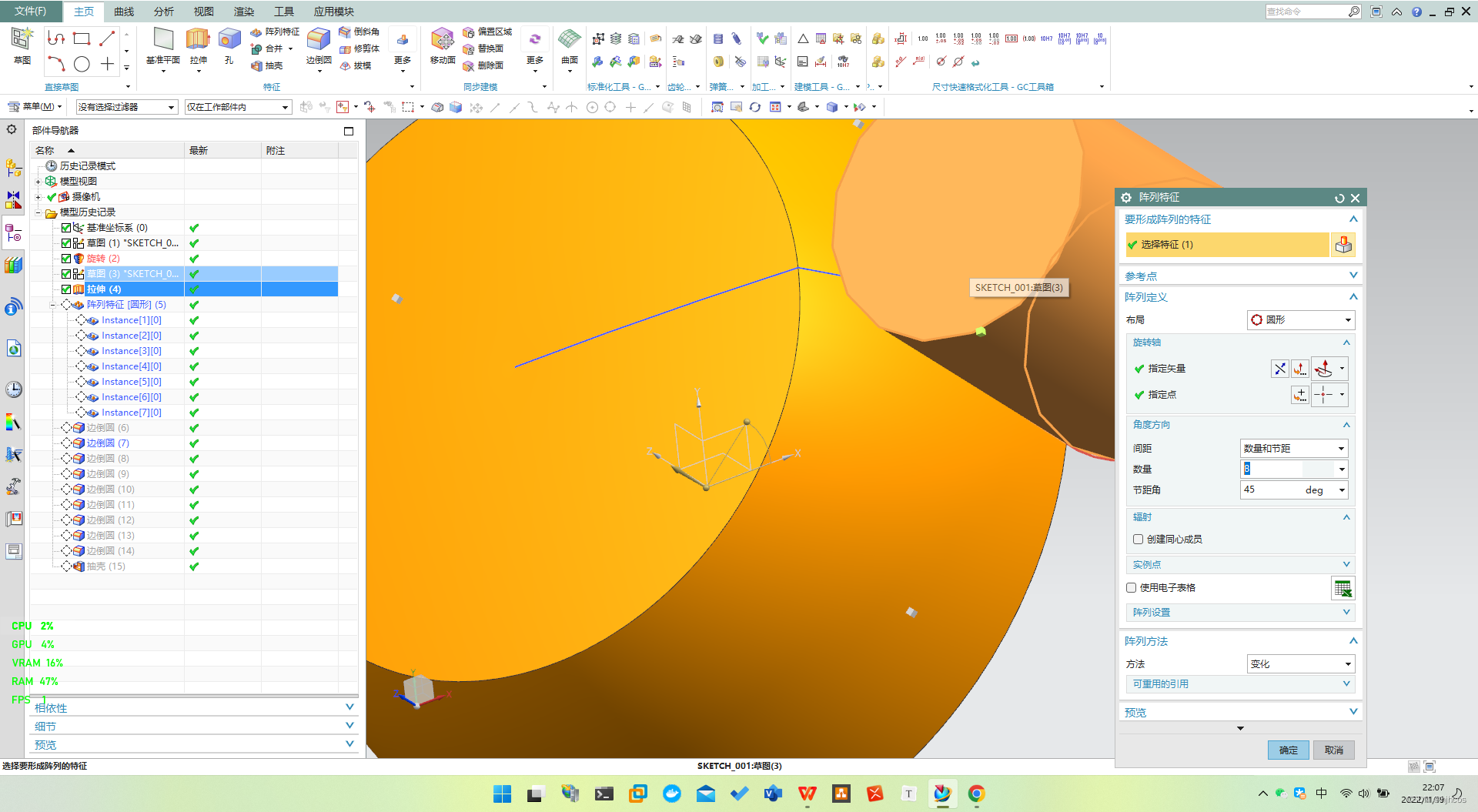
圆周阵列

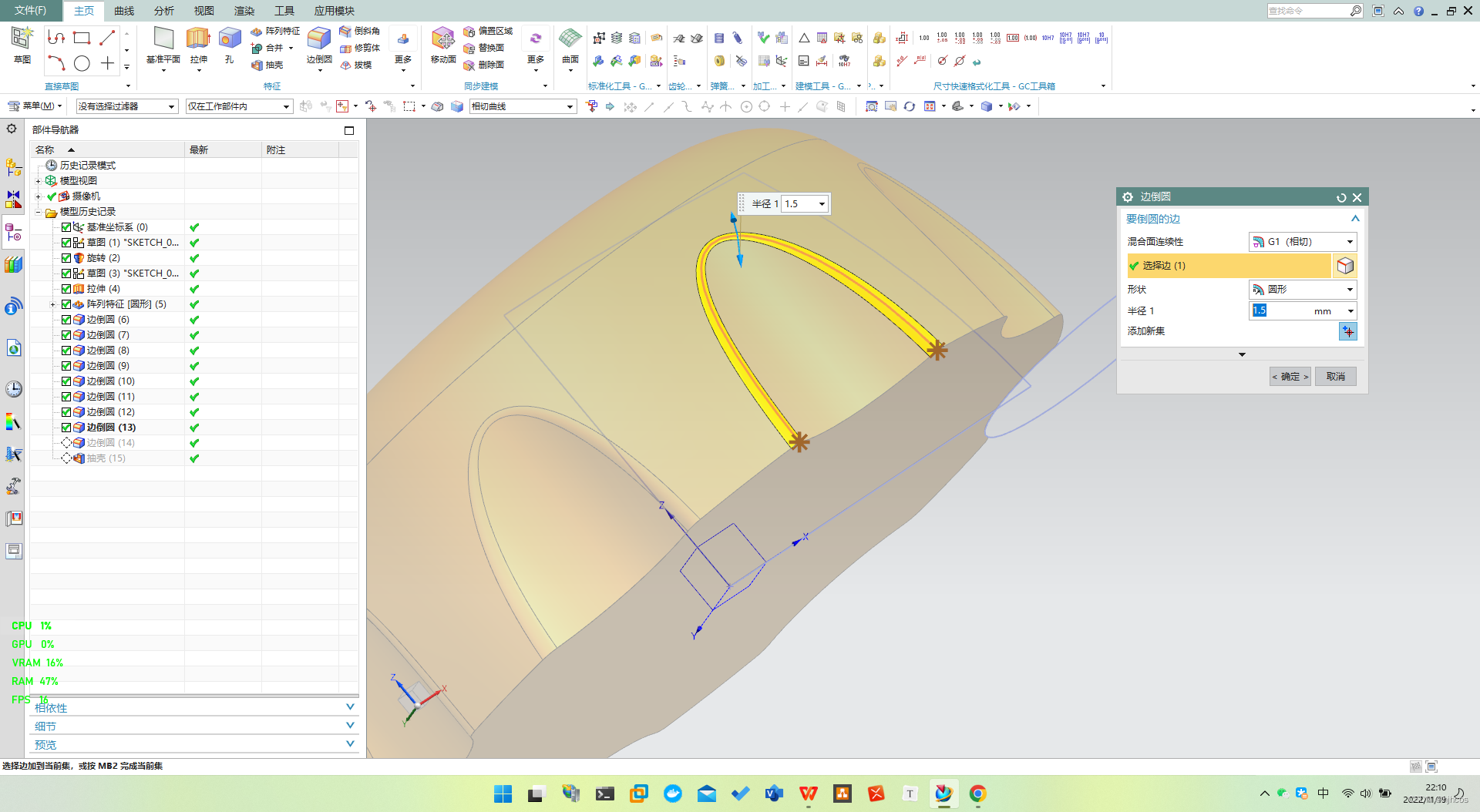
倒圆抽壳


二板模模具设计
分型面
初始化项目
【应用模块】——【注塑模】——【注塑模向导】——【初始化项目】
【材料】:ABS
【收缩率】:1.006
如果没有 ABS 或其他材料型号可能是注塑模向导【MOLDWIZARD】的原因,可能里面的库文件没有相关库。
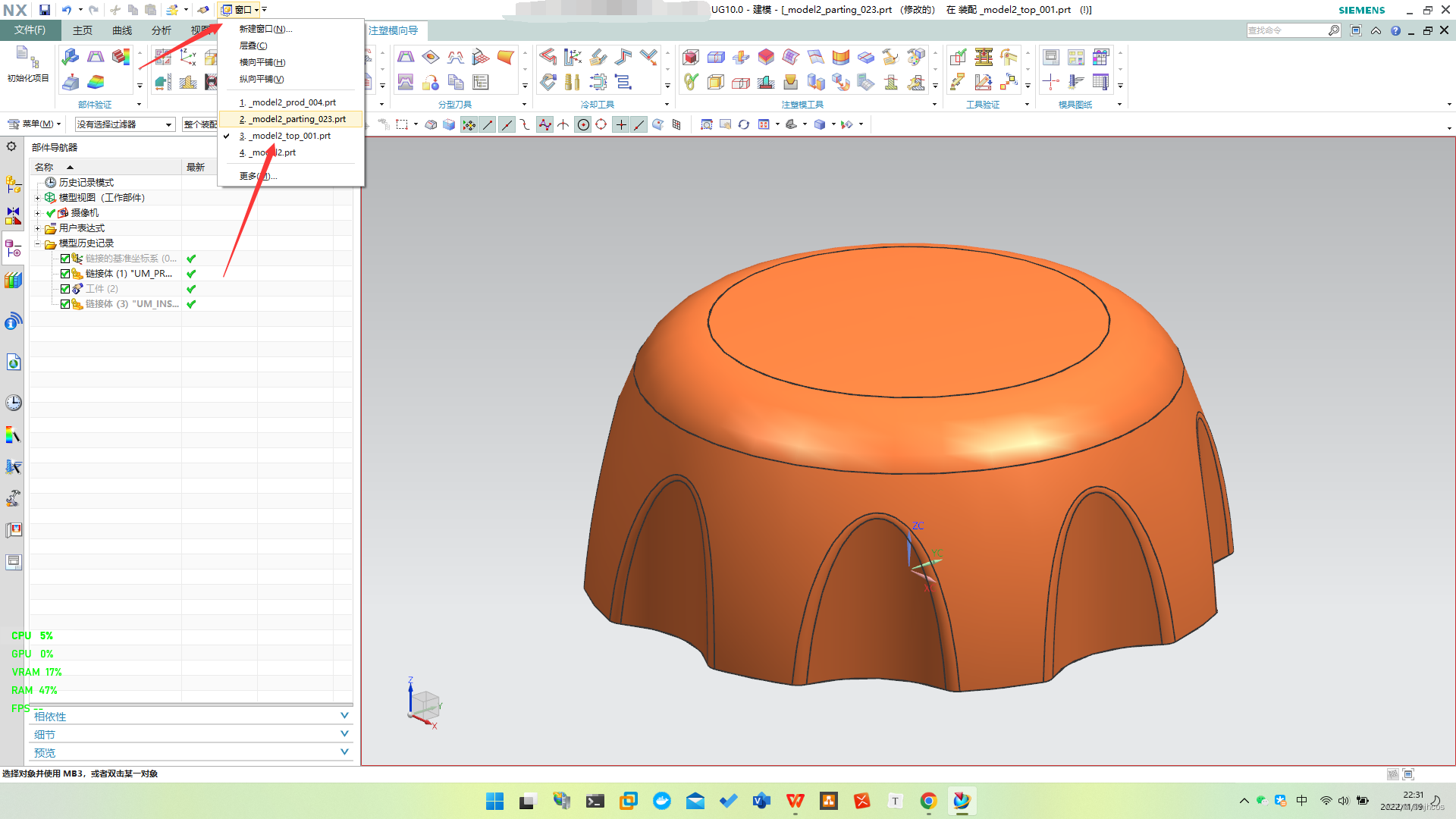
【初始化项目】——【确定】完成产品加载,会生成一个 xxx_top_001.prt 文件,可以在【窗口】查看。

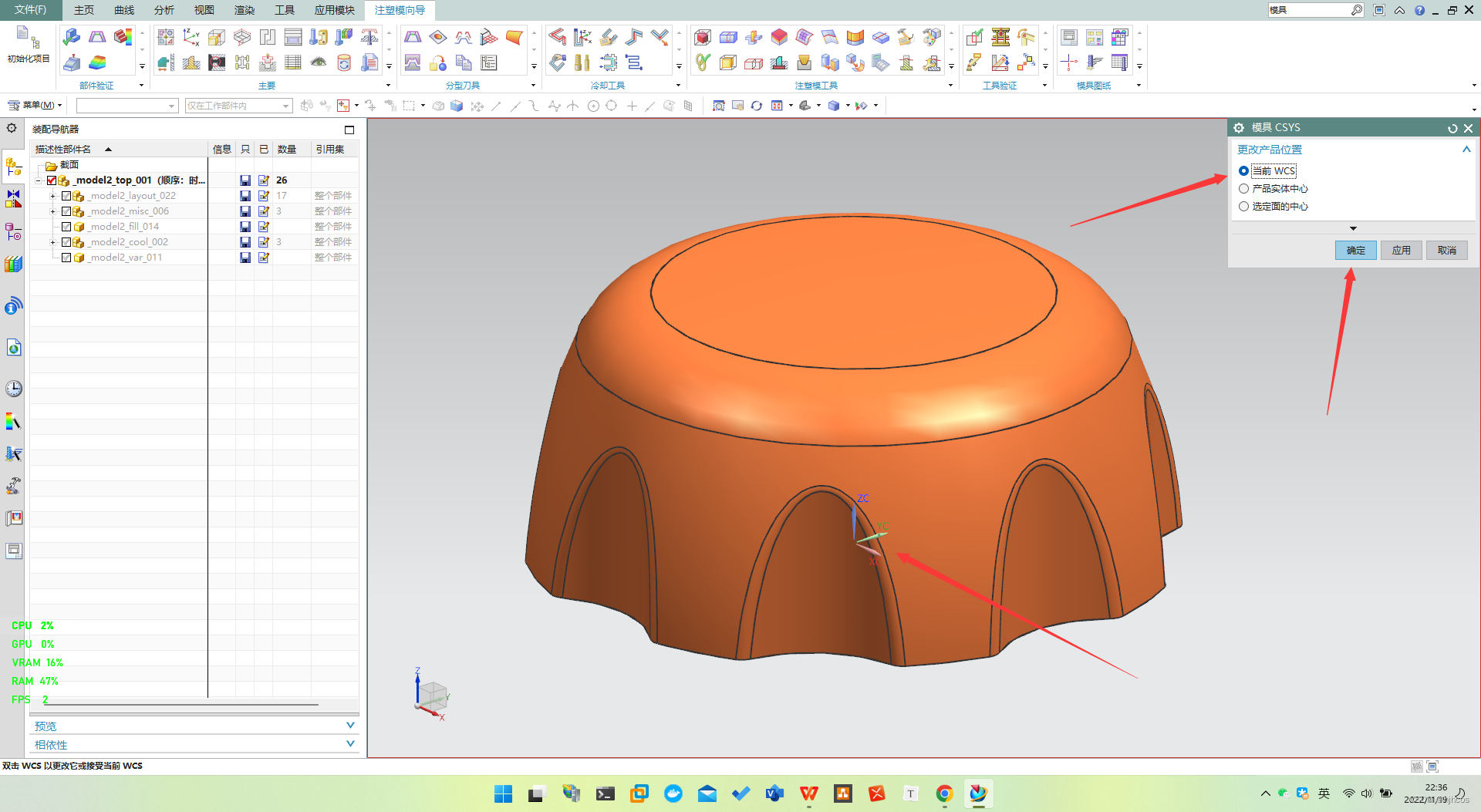
定义模具坐标
【命令查找器】——【模具 CSYS】——【当前 WCS】
以 XC-YC基准面为模具的分型面,+Z轴为塑件推出方向。如果和我的不一样多半是一开始画草图就选错了基准面,画草图选择 XC-ZC。
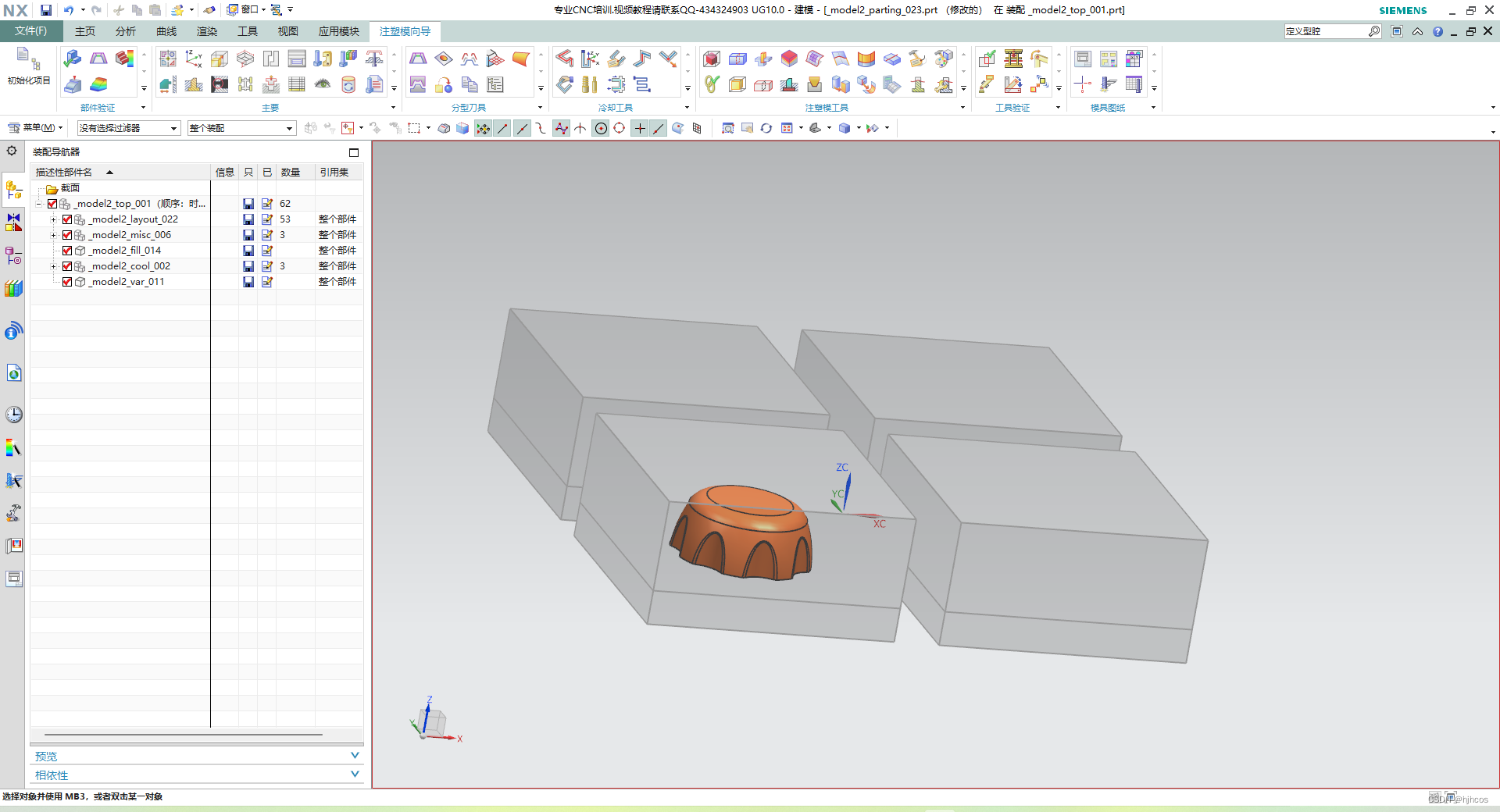
定义成形镶件
【命令查找器】——【工件】
【开始 距离】:-15
【结束 距离】:40
【确定】
生成 xxx_layout_022.prt 文件


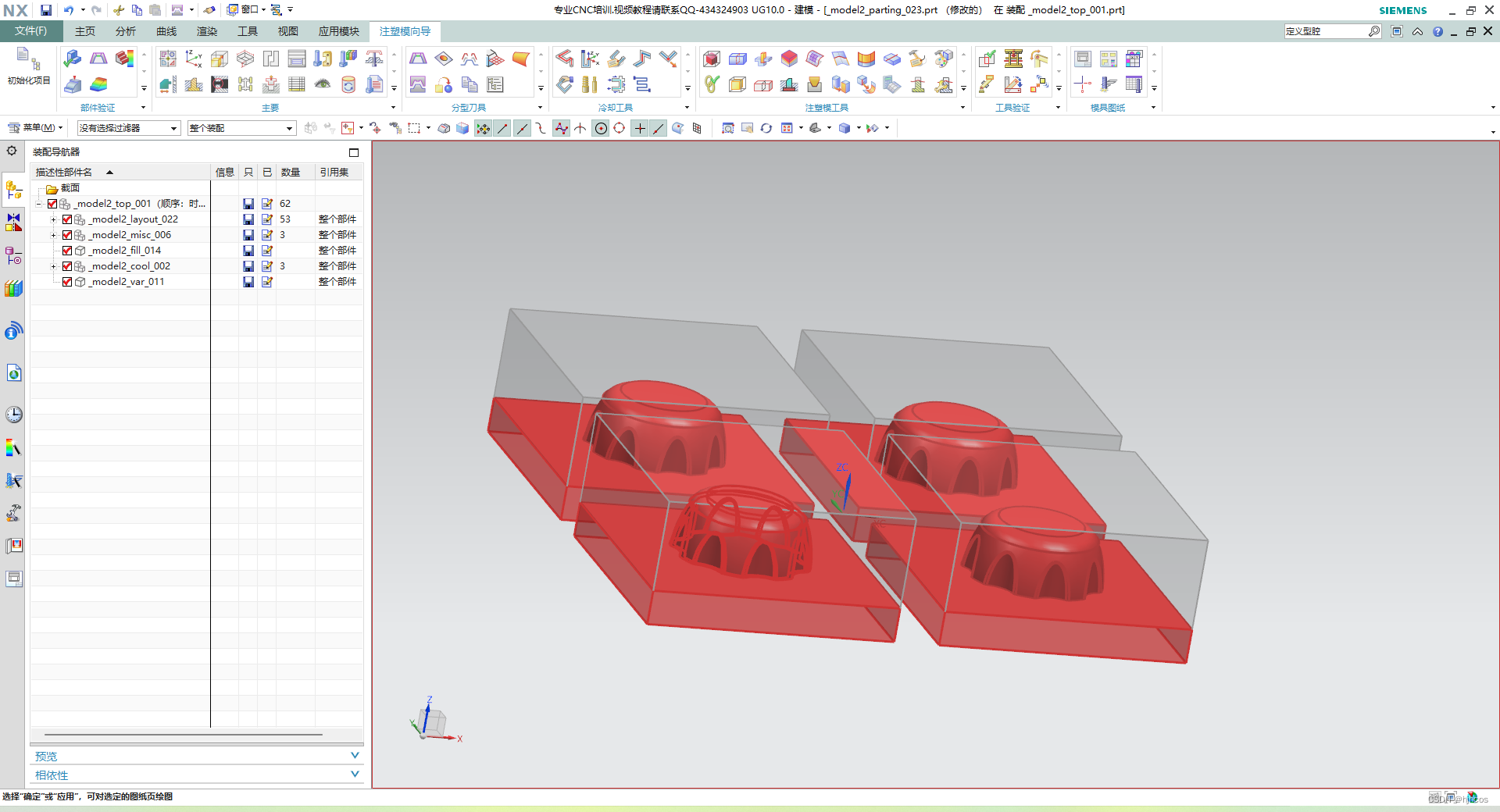
定义一模四腔的布局
【命令查找器】——【型腔布局】
【指定矢量】:XC
【型腔数】:4
【第一距离】:20
【第二距离】:20
【开始布局】
【自动对准中心】
【关闭】

创建型芯和型腔
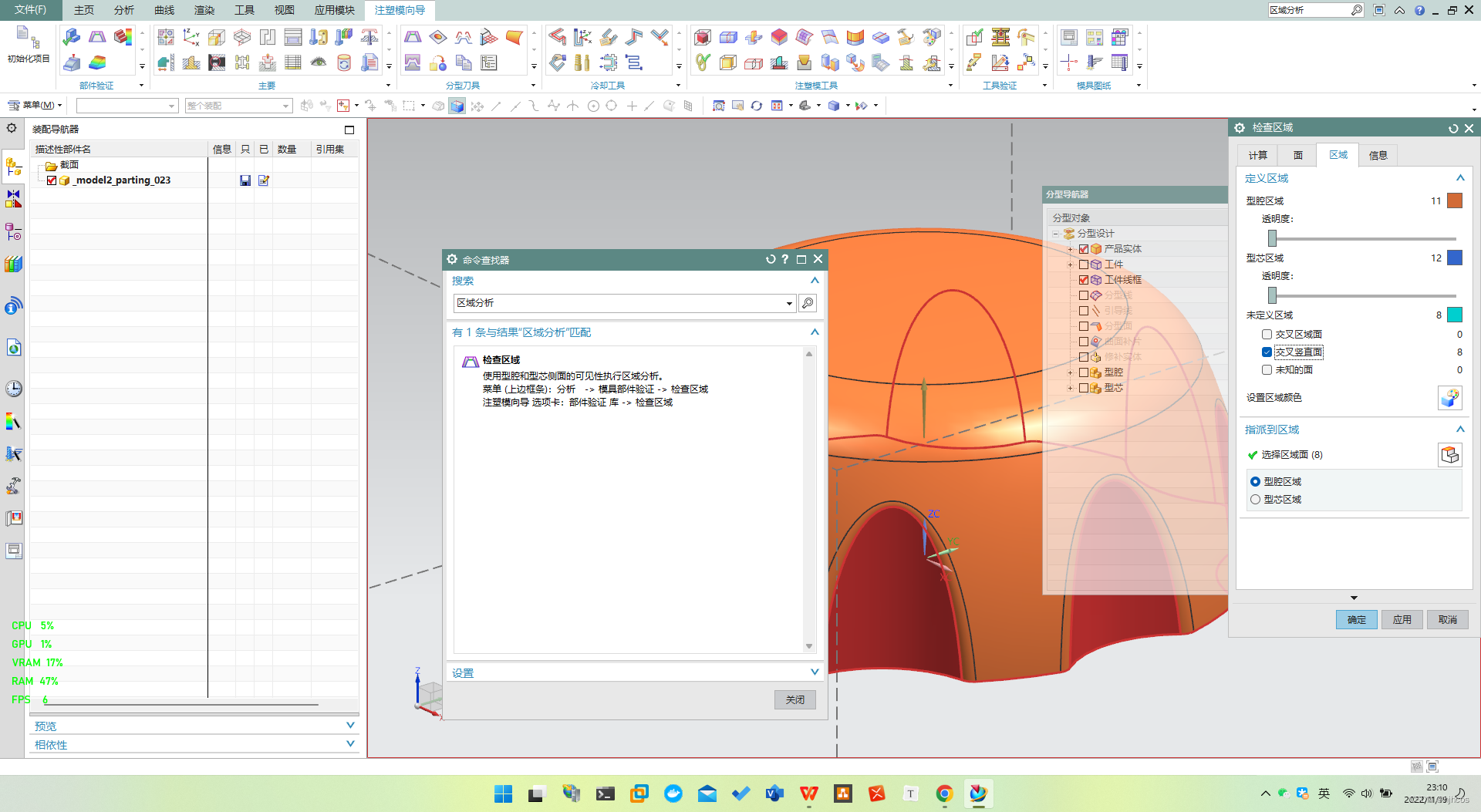
检测区域
【命令查找器】——【检测区域】
【计算】
生成 xxx_parting_023.prt 文件
【区域】
【未定义的区域】
如果是0,单击【确定】;
如果大于0,选中【交叉竖直面】复选框,选中【型腔区域】单选项,单击【确定】完成型芯区域和型腔区域的设置。
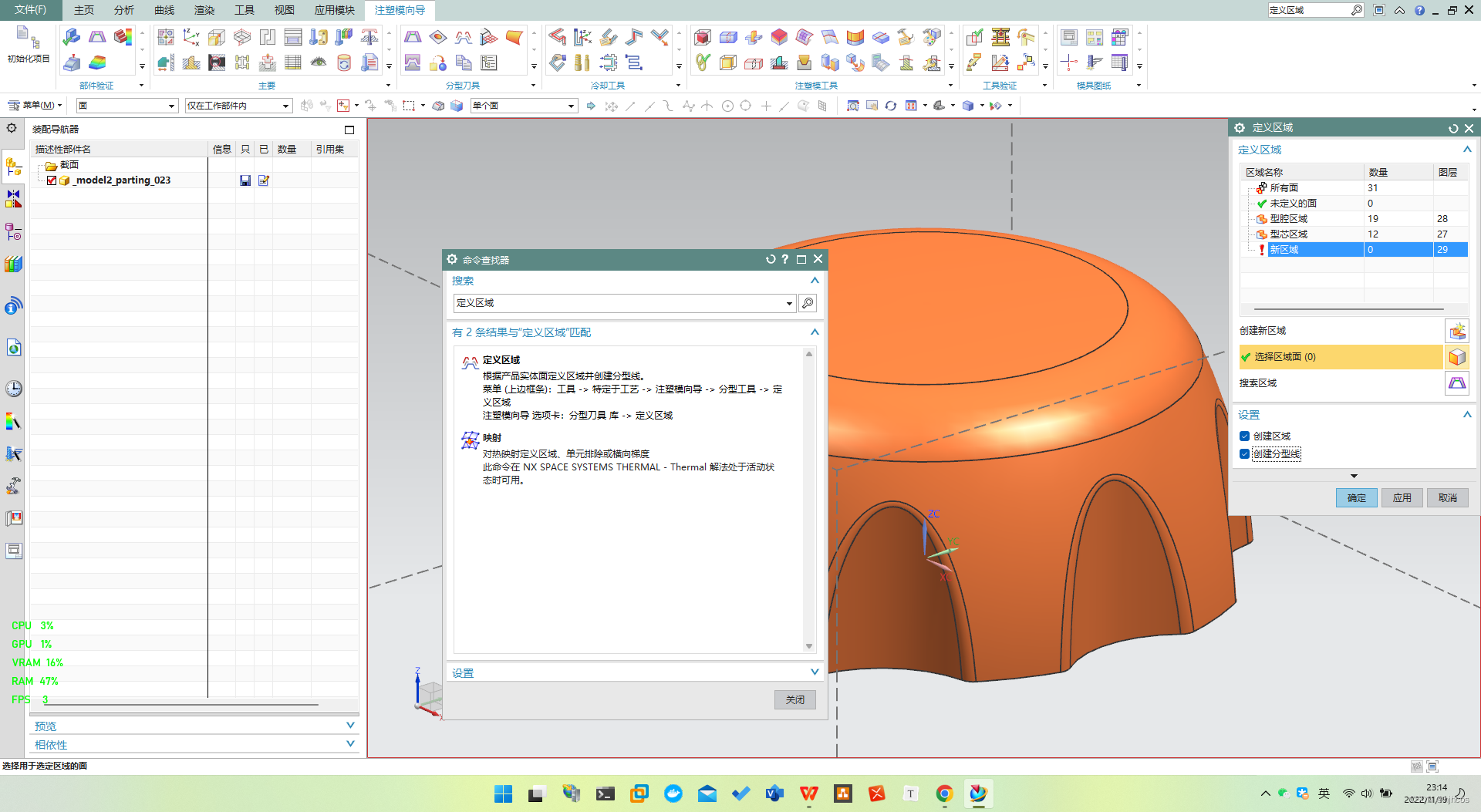
创建区域和分型线
【命令查找器】——【定义区域】
【创建区域】
【创建分析线】
【确定】
创建分型面
【命令查找器】——【设计分型面】
【分型面长度】:100
【确定】

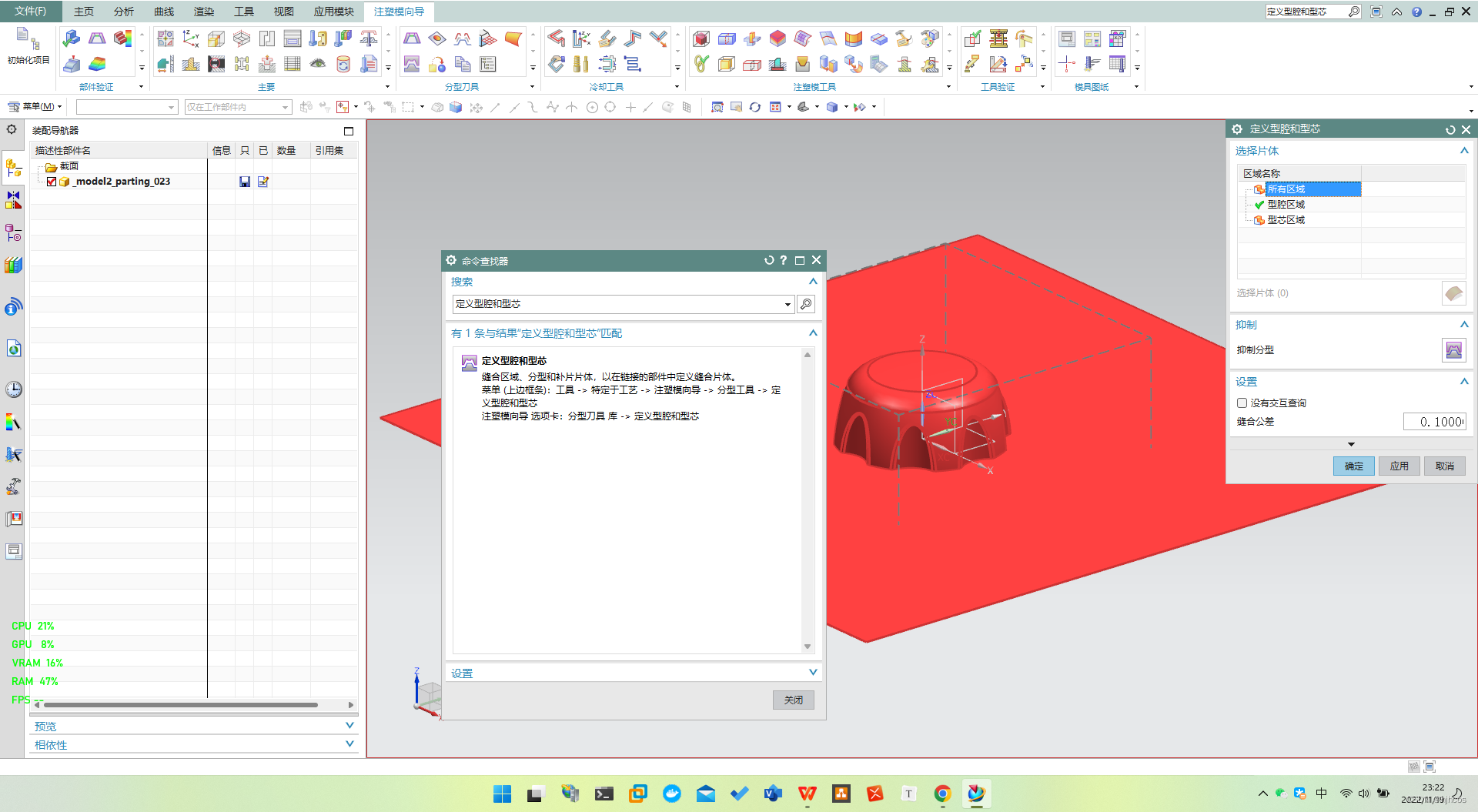
创建型芯和型腔
【命令查找器】——【定义型腔和型芯】
【选择片库】——【所有区域】
【确定】
生成 xxx_cavity_003.prt 和 xxx_core_007.prt 文件

加载模架
创建模架
【窗口】——【xxx_top_xxx.prt】
【装配导航器】——【xxx_top_xxx.prt】——【设为工作部件】
【命令查看器】——【模架库】
【重用库】——【FUTABA_S】——【SC】
【模架库】——【名称】
【index】:4040
【AP_h】:70
【BP_h】:40
【CP_h】:110
【确定】



添加标准件
添加定位圈
【命令查看器】——【标准件库】——【标准件管理】
【重用库】——【FUTABA_MM】——【Locating Ring Interchangeable】——【Locating Ring】
【TYPE】:M-LRB
【BOTTOM-C-BORE-DIA】:50
【SHCS-LENGTH】:18
【确定】


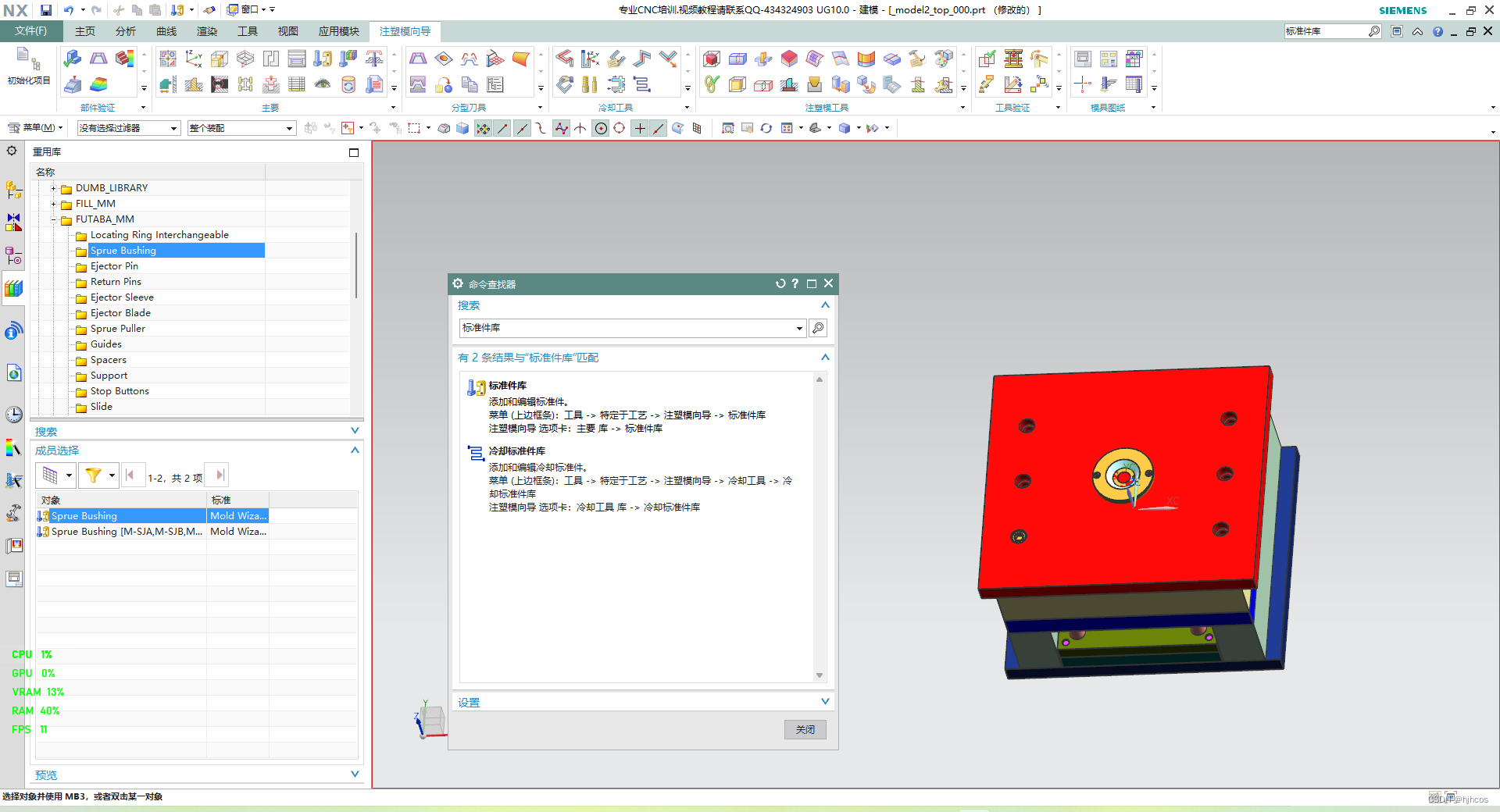
添加浇口套
【命令查看器】——【标准件库】——【标准件管理】
【重用库】——【FUTABA_MM】——【Sprue Bushing】——【Sprue Bushing】
【CATALOG】:M-SBI
【O】:2.5
【R】:13
【CATALOG-LENGTH】:80
【CATALOG-LENGTH1】:75
【HEAD-HEIGHT】:25
【确定】

添加旋钮盖顶杆
【命令查看器】——【标准件库】——【标准件管理】
【重用库】——【DME_MM】——【Ejection】——【Ejecter Pin[Straight]】
【CATALOG-DIA】:8
【CATALOG-LENGTH】:150
【HEAD-TYPE】:1
【确定】
【点】
【类型】:自动判断的点
【确定】


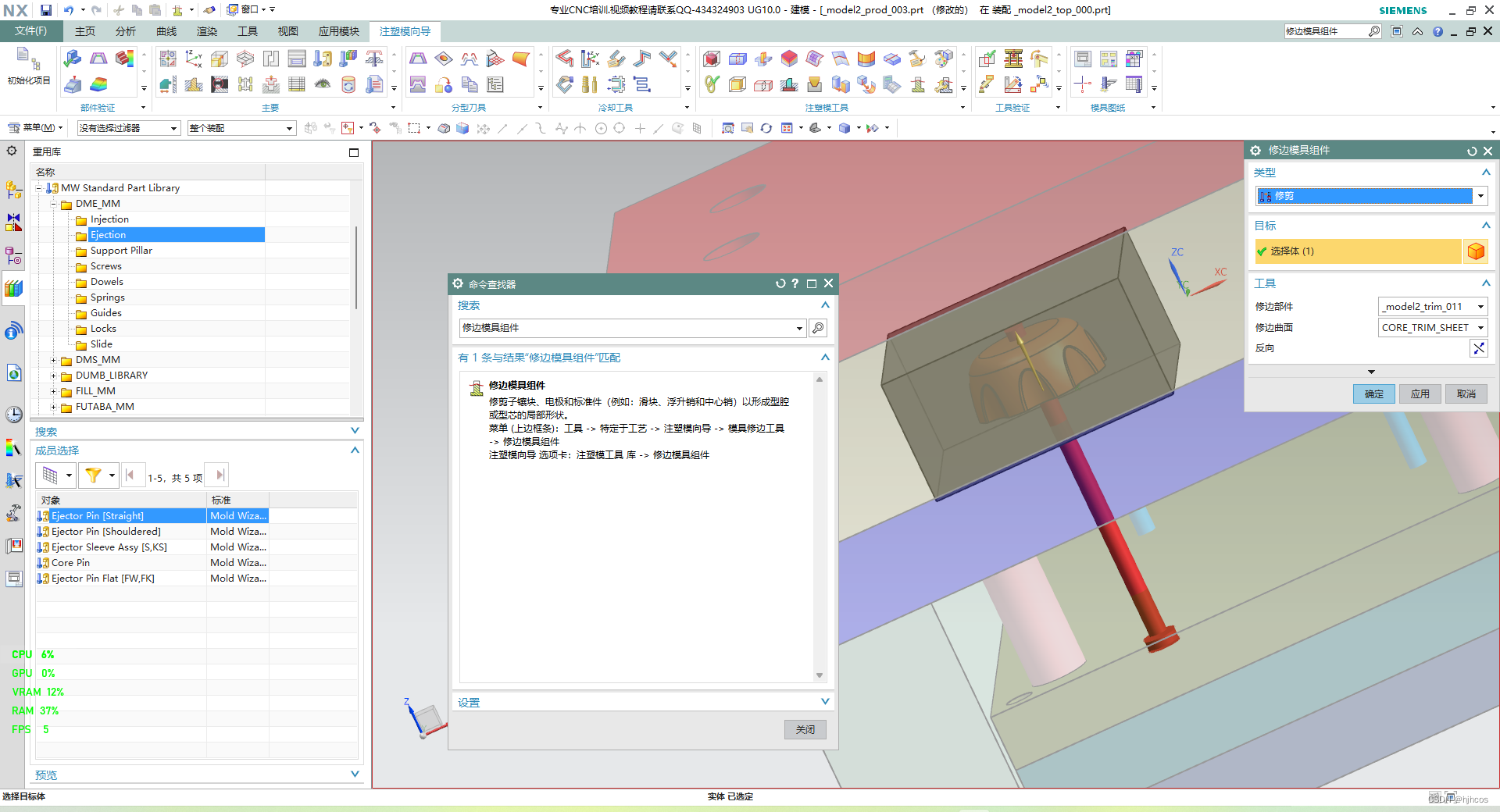
修剪旋钮盖顶杆
【命令查看器】——【修边模具组件】
【目标】:旋钮盖顶杆
【修边部件】:xxx_trim_xxx.prt
【修边曲面】:CORE_TRIM_SHEET
【确定】

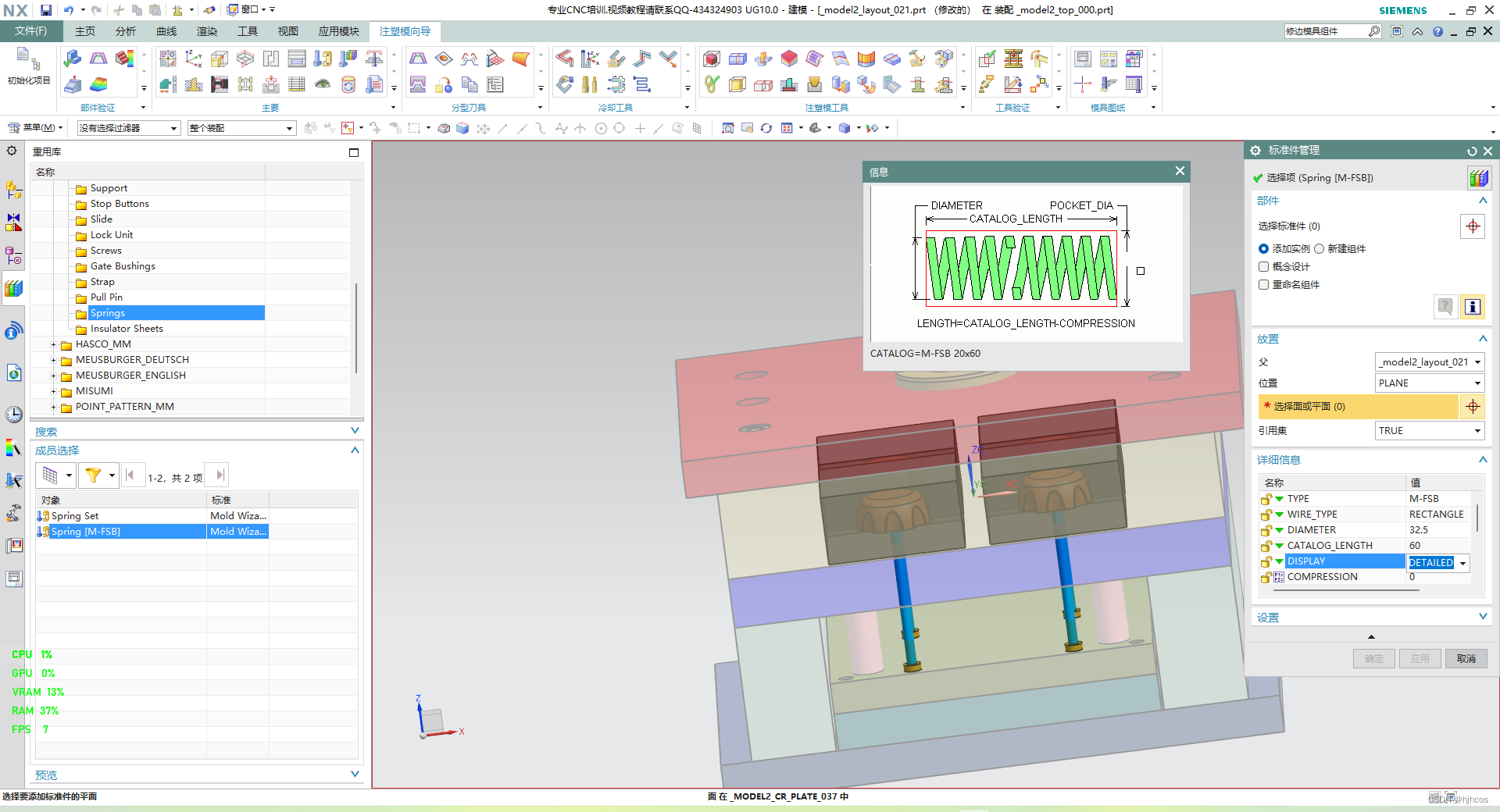
添加弹簧
【命令查看器】——【标准件库】——【标准件管理】
【重用库】——【FUTABA_MM】——【Springs】——【Springs[M-FSB]】
【DIAMETER】:32.5
【CATALOG-LENGTH】:60
【DISPLAY】:DETAILED
【确定】
【点】
【指定点】:旋钮盖顶杆底部点
添加拉料杆
【命令查看器】——【标准件库】——【标准件管理】
【重用库】——【DME_MM】——【Ejection】——【Ejecter Pin[Straight]】
【MATERIAL】:NITRID ED
【CATALOG-DIA】:6
【CATALOG-LENGTH】:125
【应用】
【点】:(0,0,0)


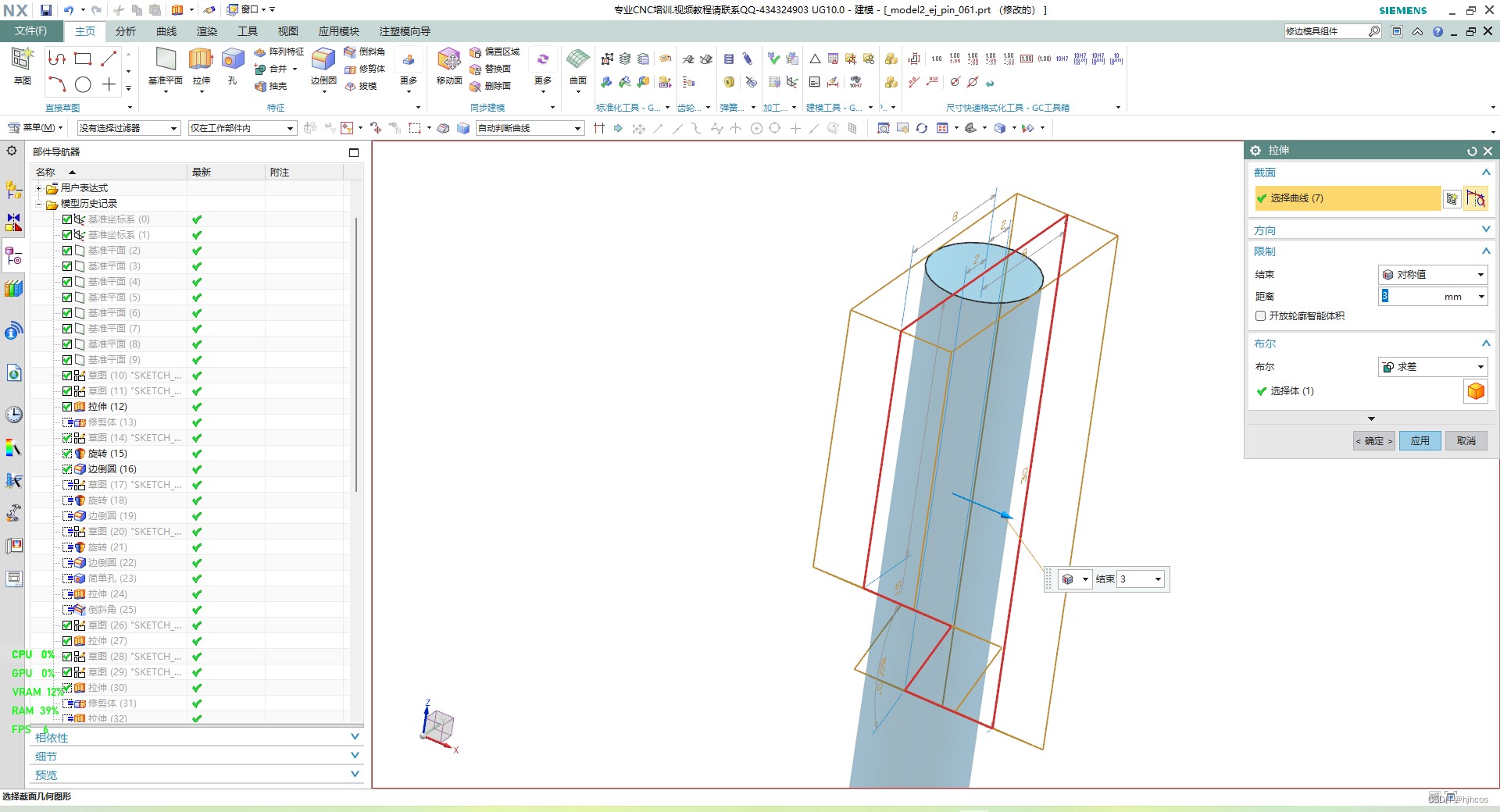
拉料杆修剪
取拉料杆,右键设为显示部件,单击【插入】→【设计特征】→【拉伸】,草绘平面选取YC-ZC面,进入草绘环境绘制草图。“指定矢量”选择XC轴,“开始”选择对称值,“距离”输入3,“布尔”选择求差,单击【确定】完成拉料杆修剪。
创建浇注系统
创建分流道
【命令查看器】——【流道】
【绘制截面】:分型面
【完成草图】

【截面类型】:Circular
【D】:6
【确定】

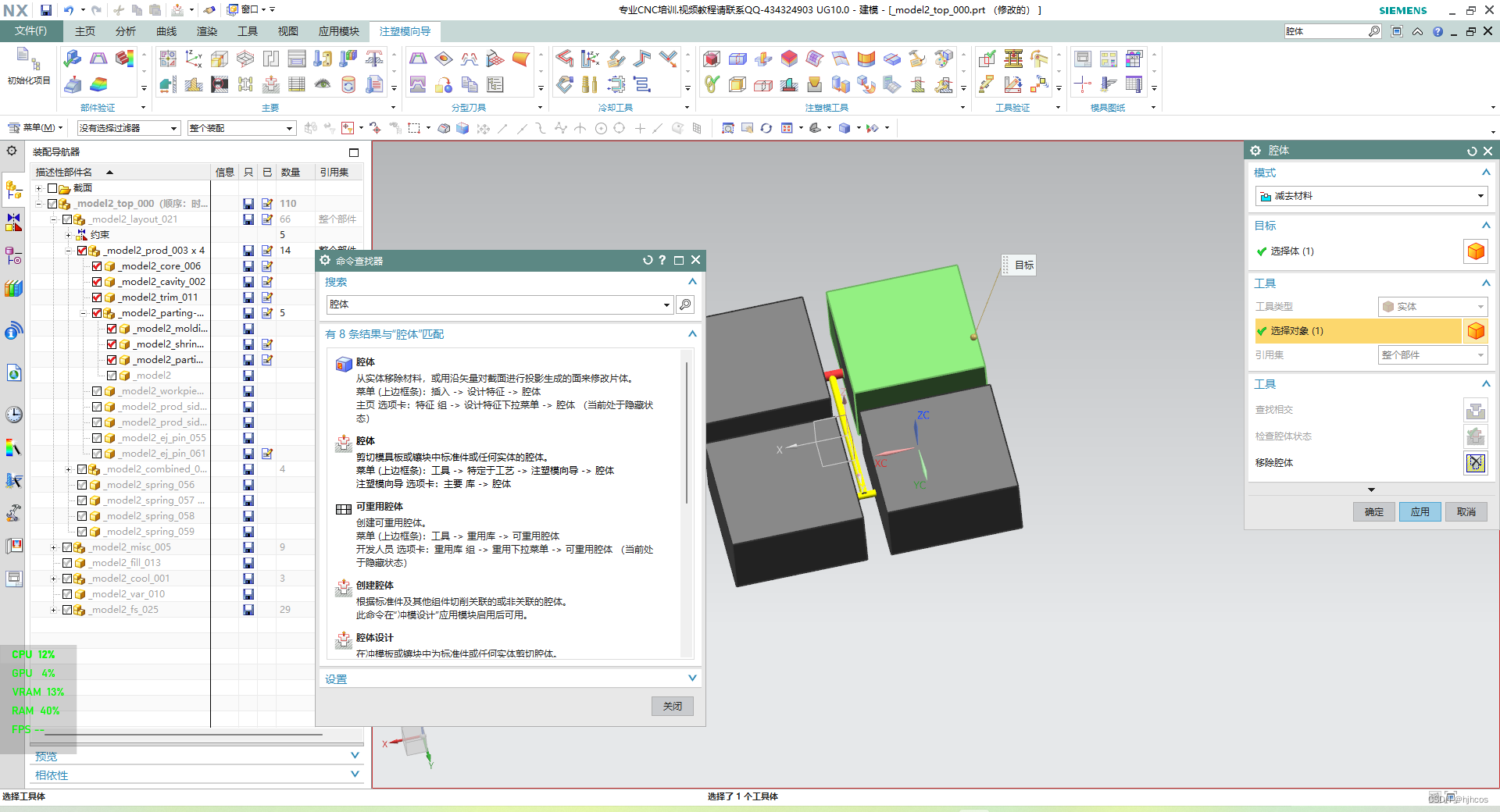
创建分流道槽
【命令查看器】——【腔体】
【模式】:减去材料
【选择体】:动模板、定模板、型腔和型芯
【选择对象】:分流道
【确定】

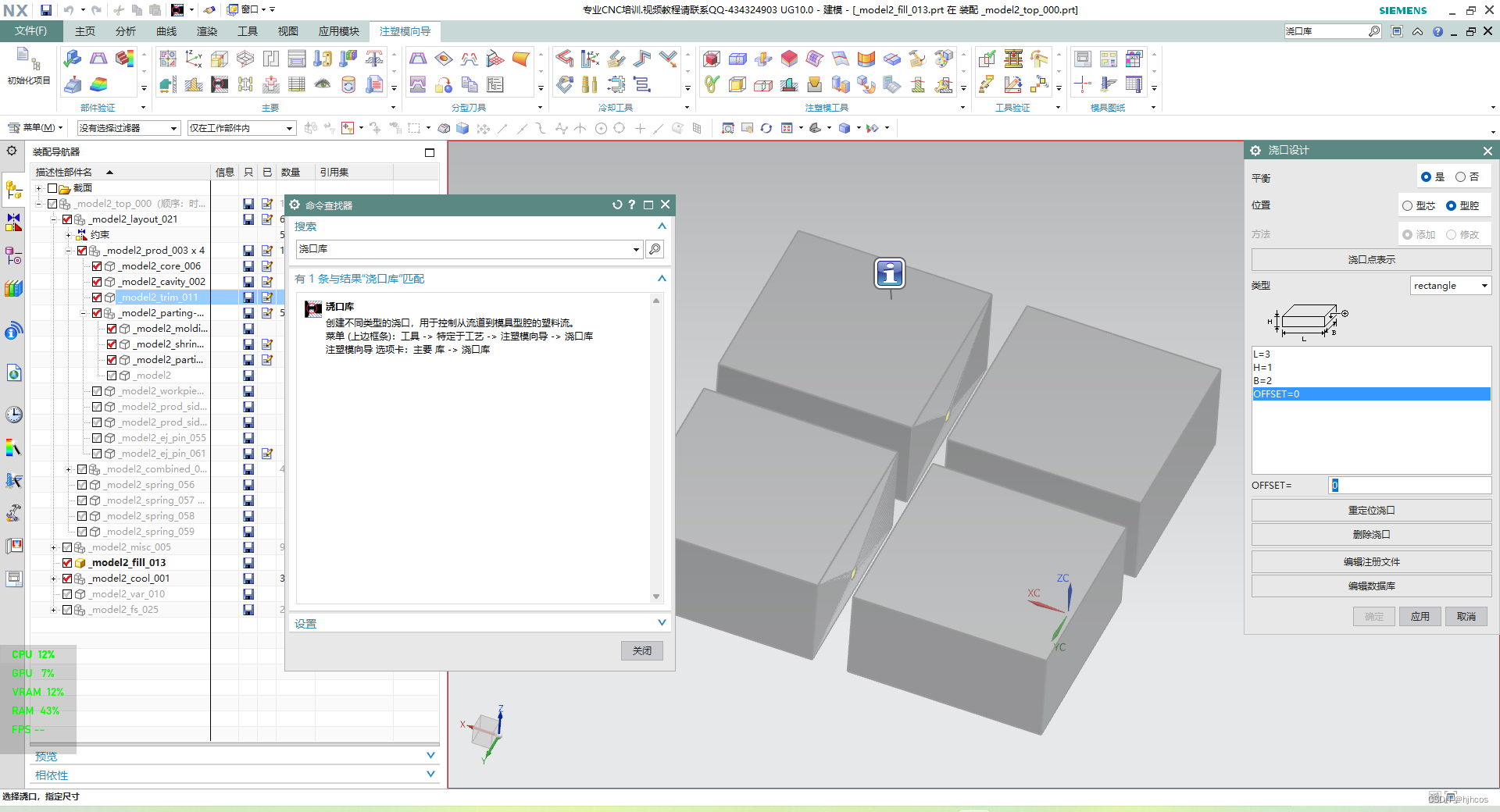
创建浇口
【命令查看器】——【浇口库】
【平衡】:是
【位置】:型腔
【类型】:rectangle
L=3,H=1,B=2,OFFSET=0
【应用】

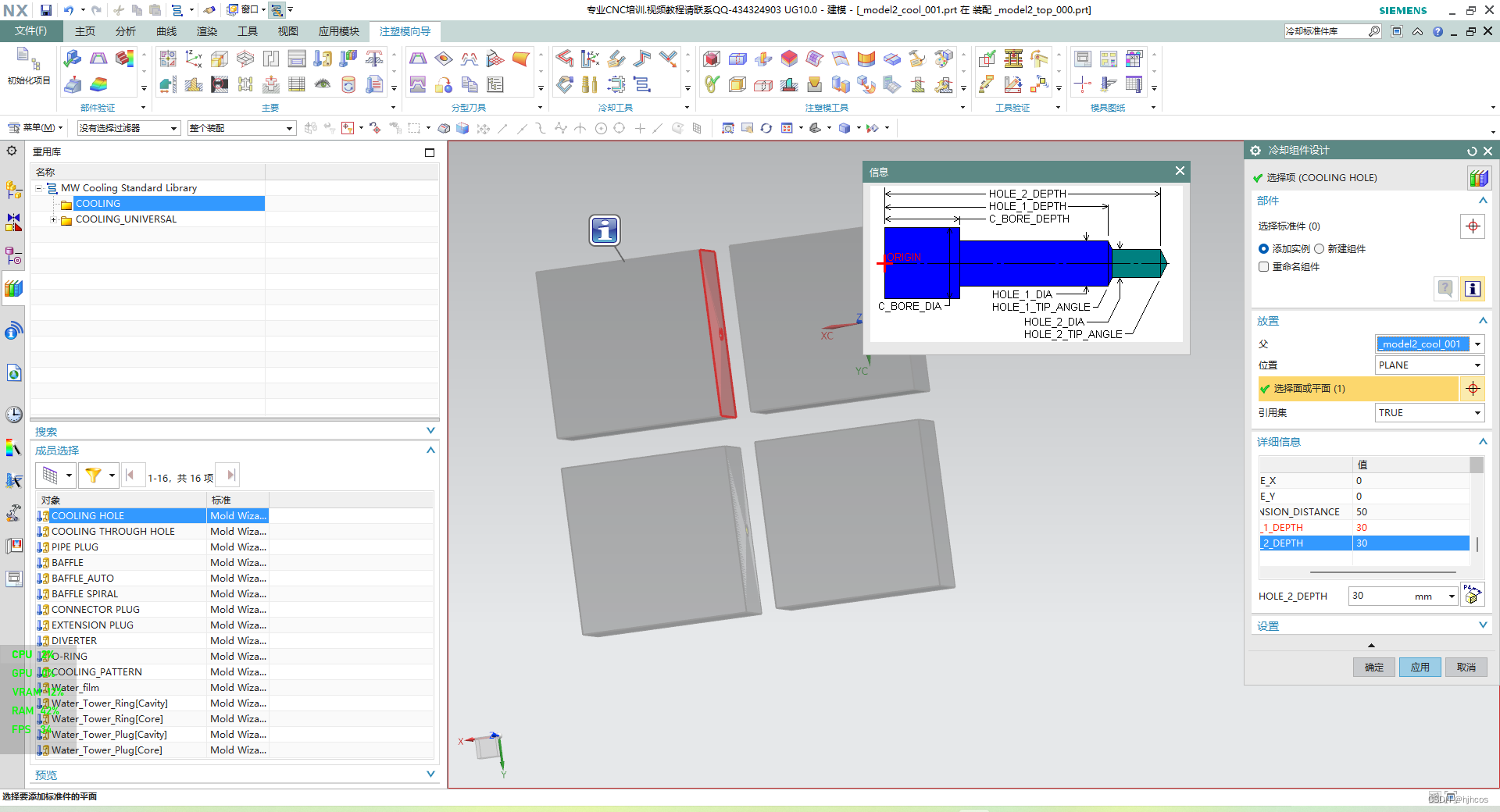
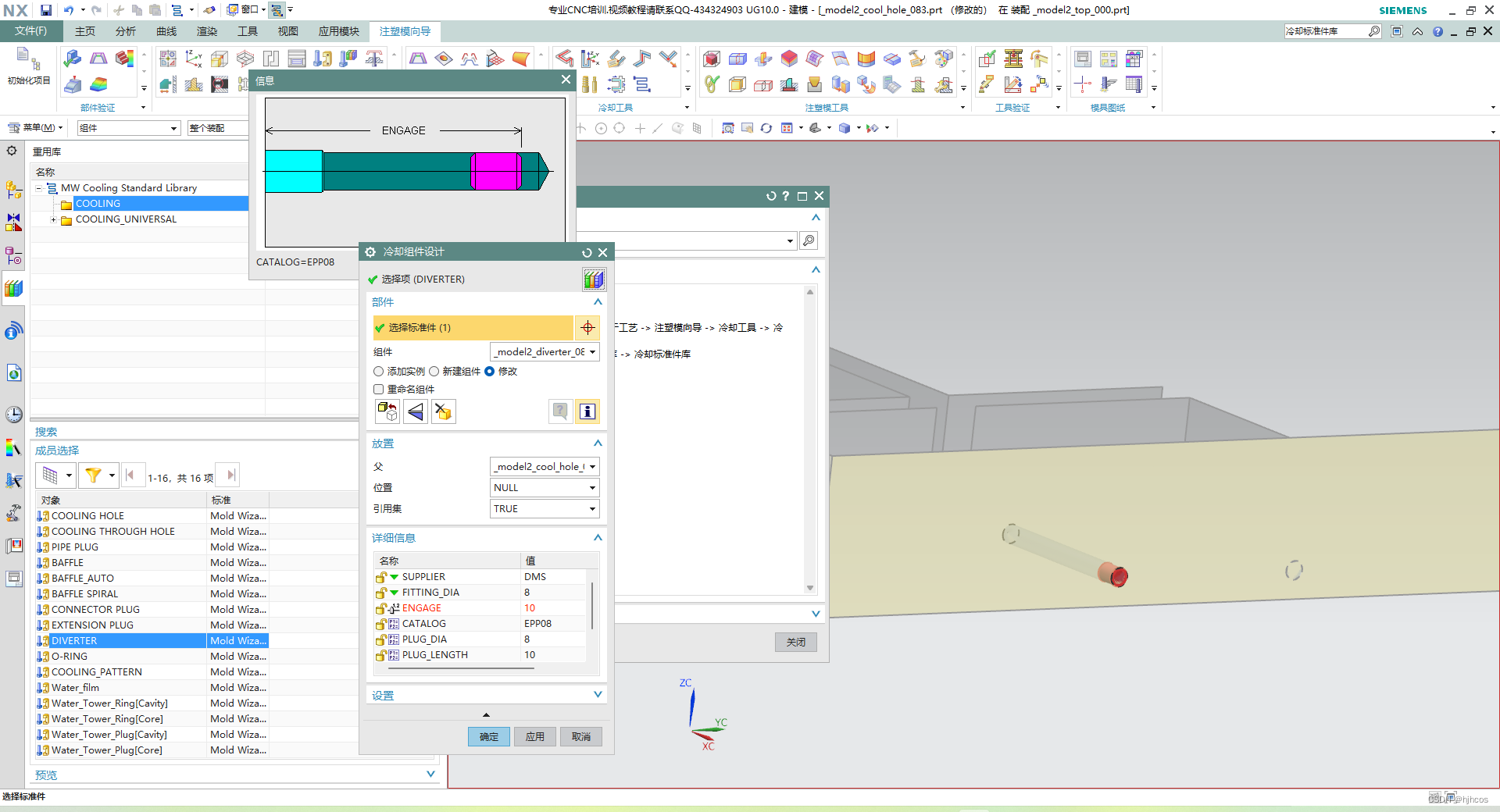
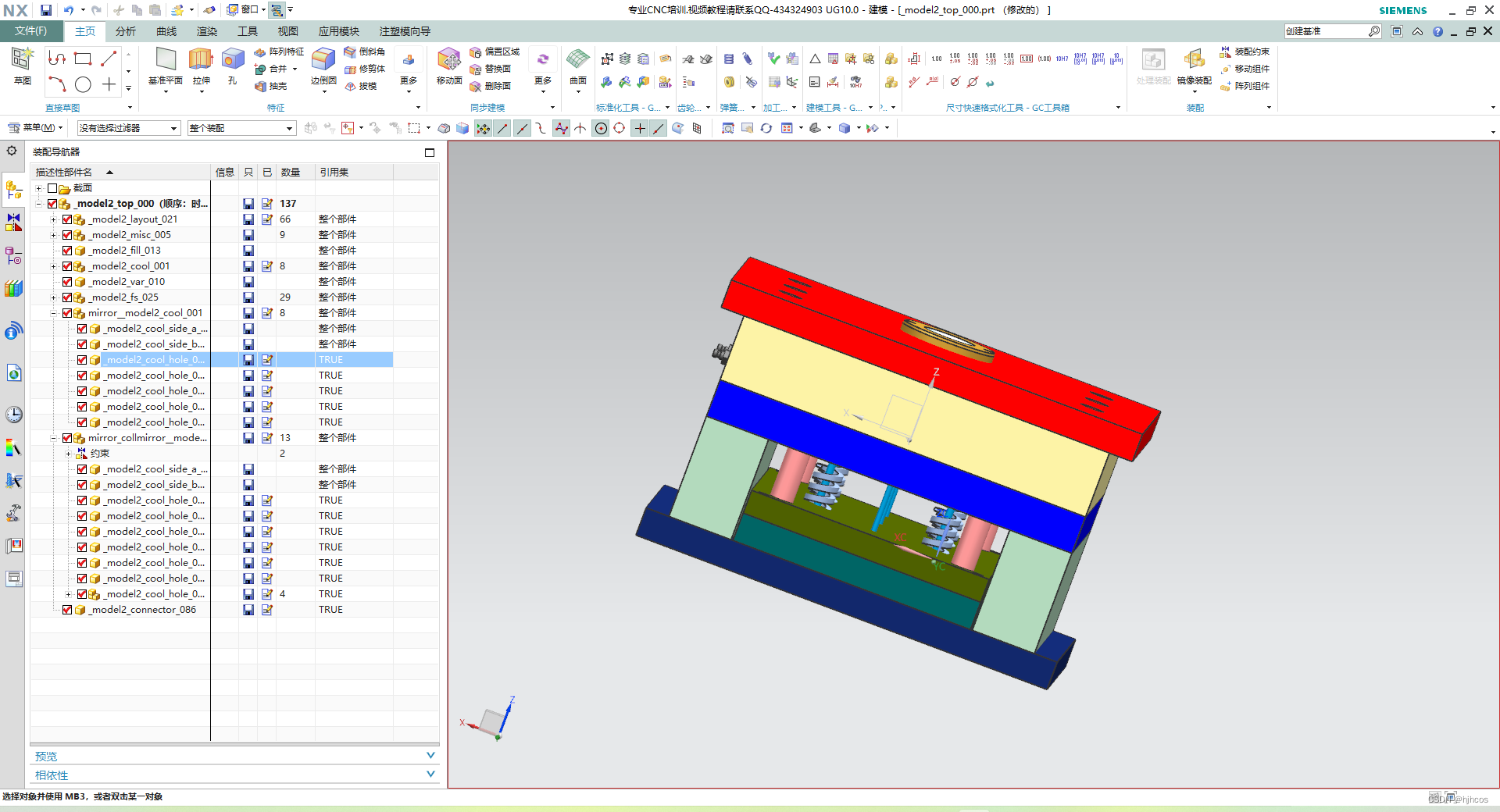
创建冷却系统
创建水路
【命令查看器】——【模具冷却工具】
【重用库】——【COOLING】——【COOLING HOLE】
【冷却组件设计】
COMPONENT-TYPE=PIPE-PLUG;PIPE-THREAD=1/8;HOLE_1_DEPTH=30;HOLE_2_DEPTH=30
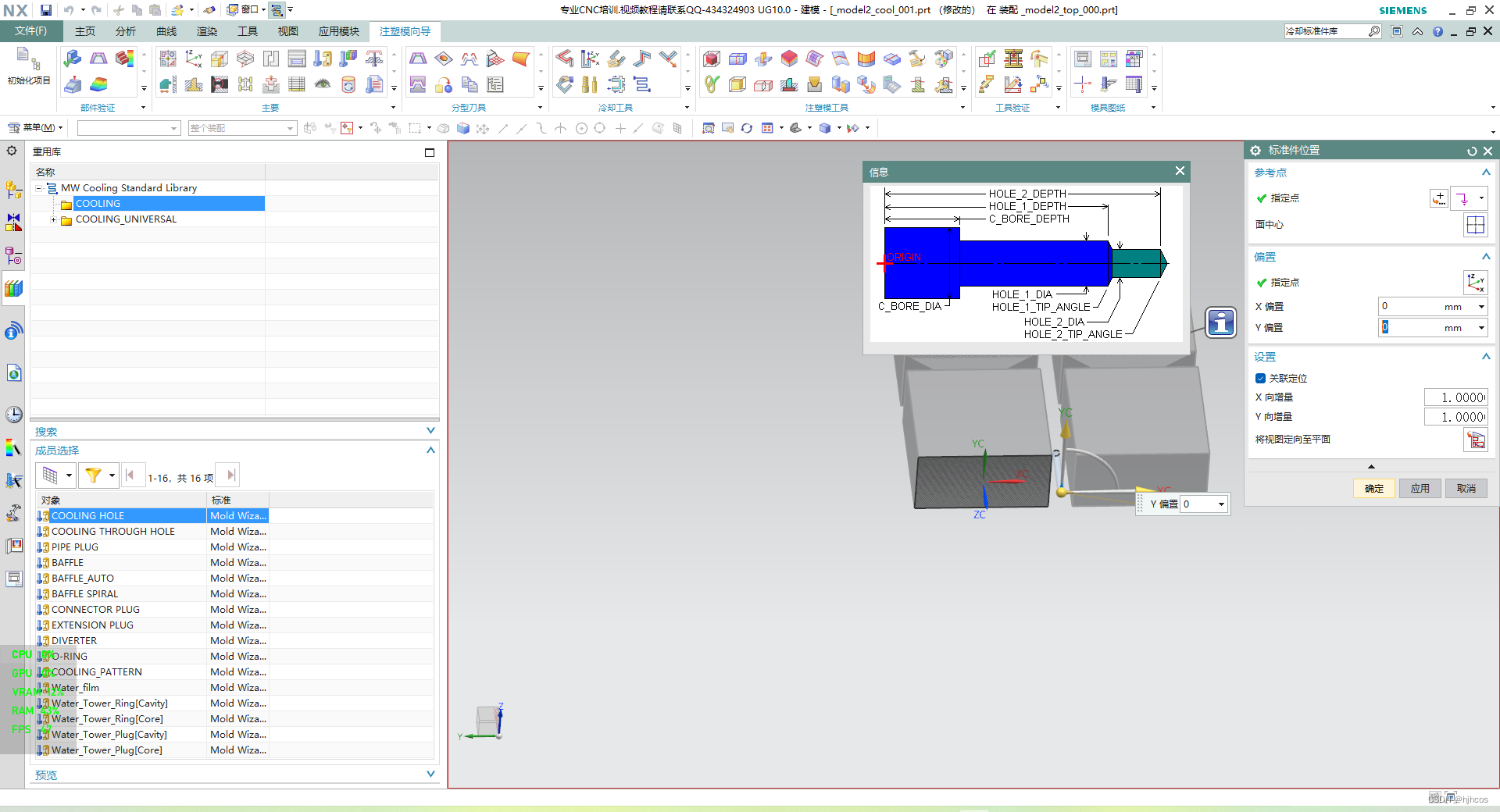
单击【应用】,选择冷却水路所在型芯的侧面(与水路垂直)如图下所示,输入冷却水路的中心坐标(20,0,0),X偏置=0,Y偏置=0,单击【取消】完成1条水路。
同样的方法顺时针分别选择表面,水路长度(HOLE_1_DEPTH和HOLE_2_DEPTH)为80,输入中心坐标(30,0,0),X偏置=0,Y偏置=0,创建第2条水路
水路长度为90,输入中心坐标(20,0,0),X偏置=0,Y偏置=0,创建第3条水路。
水路长度为90,输入中心坐标(-20,0,0),X偏置=0,Y偏置=0,创建第4条水路。
水路长度为80,输入中心坐标(30,0,0),X偏置=0,Y偏置=0,创建第5条水路。
【装配】→【组件】→【镜像装配】,以XC-ZC基准面作为镜像平面,镜像水路。

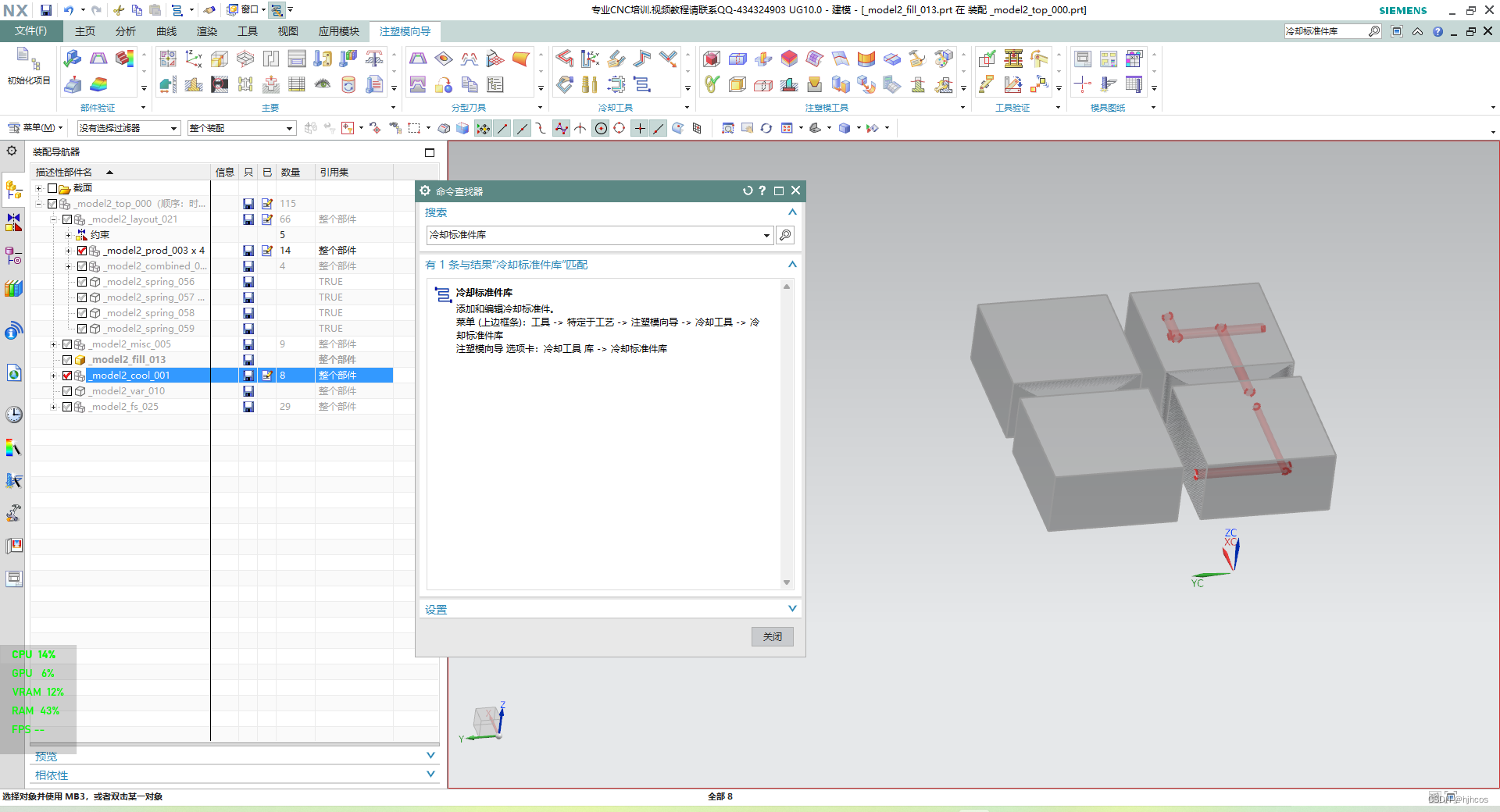
创建密封圈
【命令查看器】——【冷却标准件库】
【重用库】——【COOLING】——【O-RING】
GROOVE-ID=8;GROOVE-OD=12,
【确定】
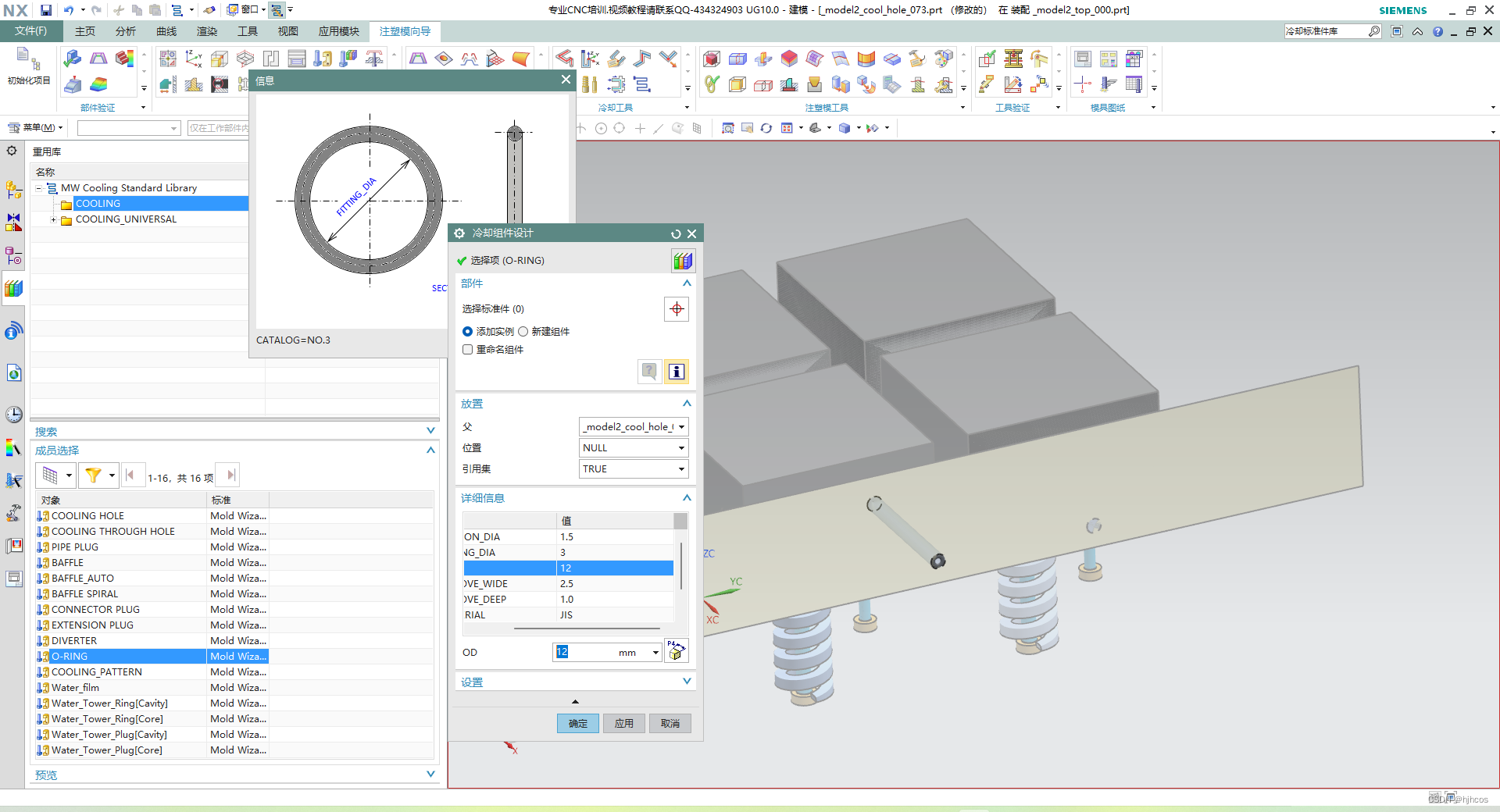
创建水塞
【命令查看器】——【冷却标准件库】
【重用库】——【COOLING】——【DIVERTER】
SUPPLIER=DMS;ENGAGE=10
【确定】
创建水嘴
【命令查看器】——【冷却标准件库】
【重用库】——【COOLING】——【CONNECTOR PLUG】
PIPE-THREAD=1/8
【确定】

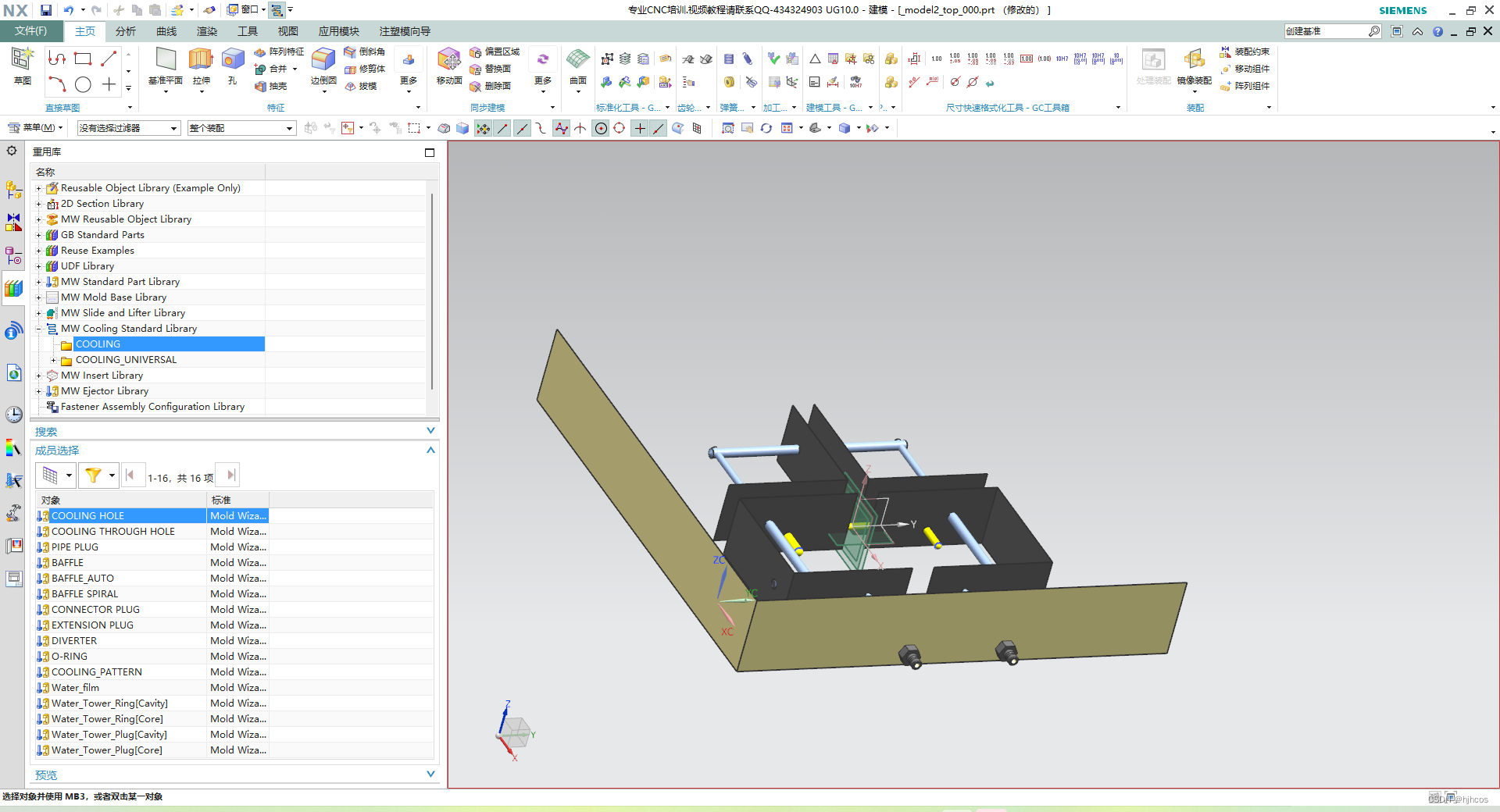
【装配】→【组件】→【镜像装配】
数控编程
进入加工模块
【文件】——【打开】——【xxx_core_xxx.prt】
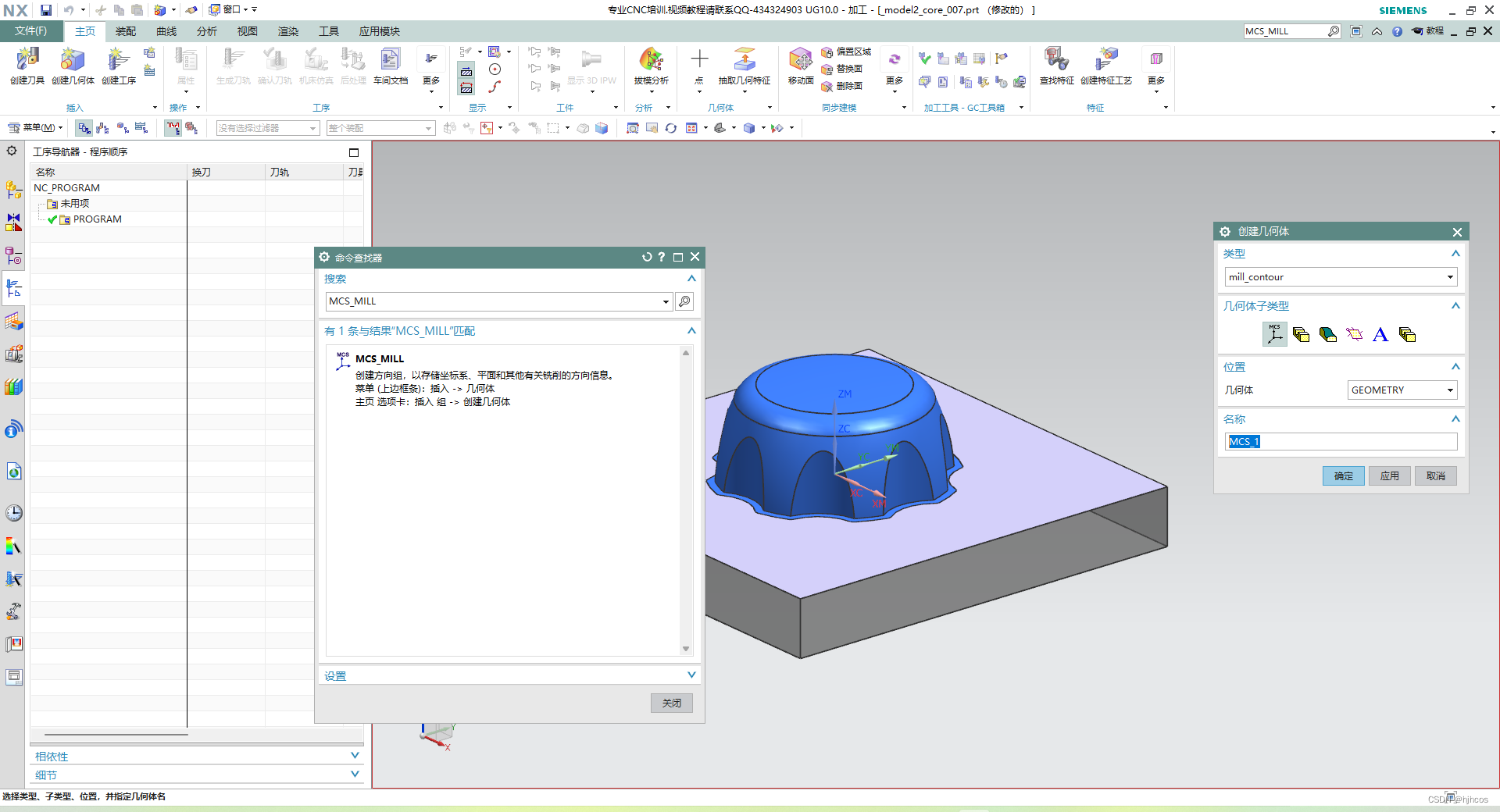
【命令查看器】——【加工】——【加工环境】
【CAM会话设置】:cam_general
【要创建的CAM设置】:mill_contour
【确定】

创建几何体
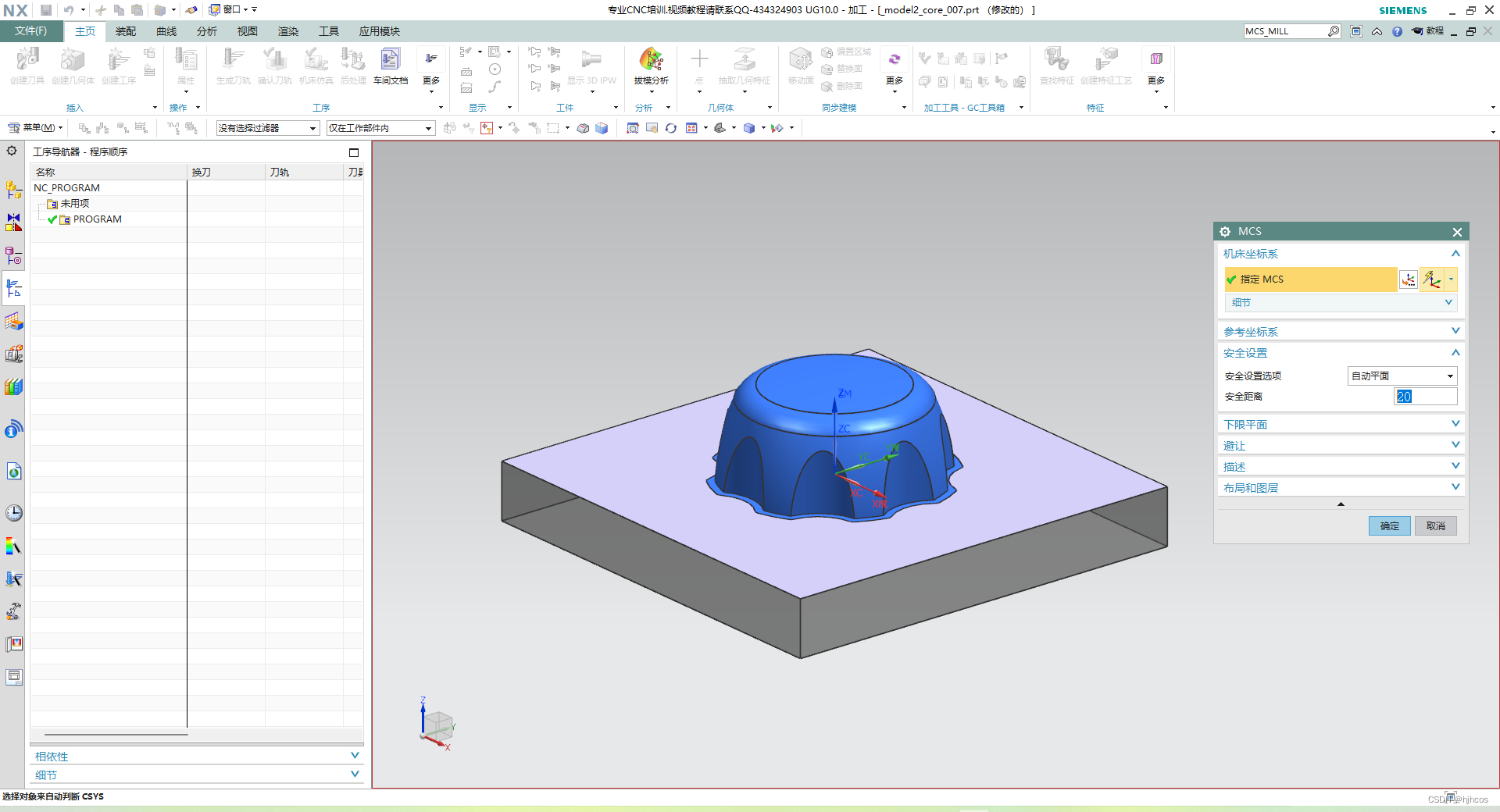
设置加工坐标系和安全高度
【命令查看器】——【MCS_MILL】——【确定】
【CSYS】——【参考】——【WCS】——【确定】
【安全设置】:自动平面
【距离】:20

设置部件和毛坯
【工序导航器】——【几何视图】
【WORKPIECE】——【工件】
【指定部件】——【部件几何体】:整个工件
【确定】
【指定毛胚】——【毛胚几何体】
【类型】:包容块
【ZM+】:10
【指定毛胚】——【确定】
【工件】——【确定】



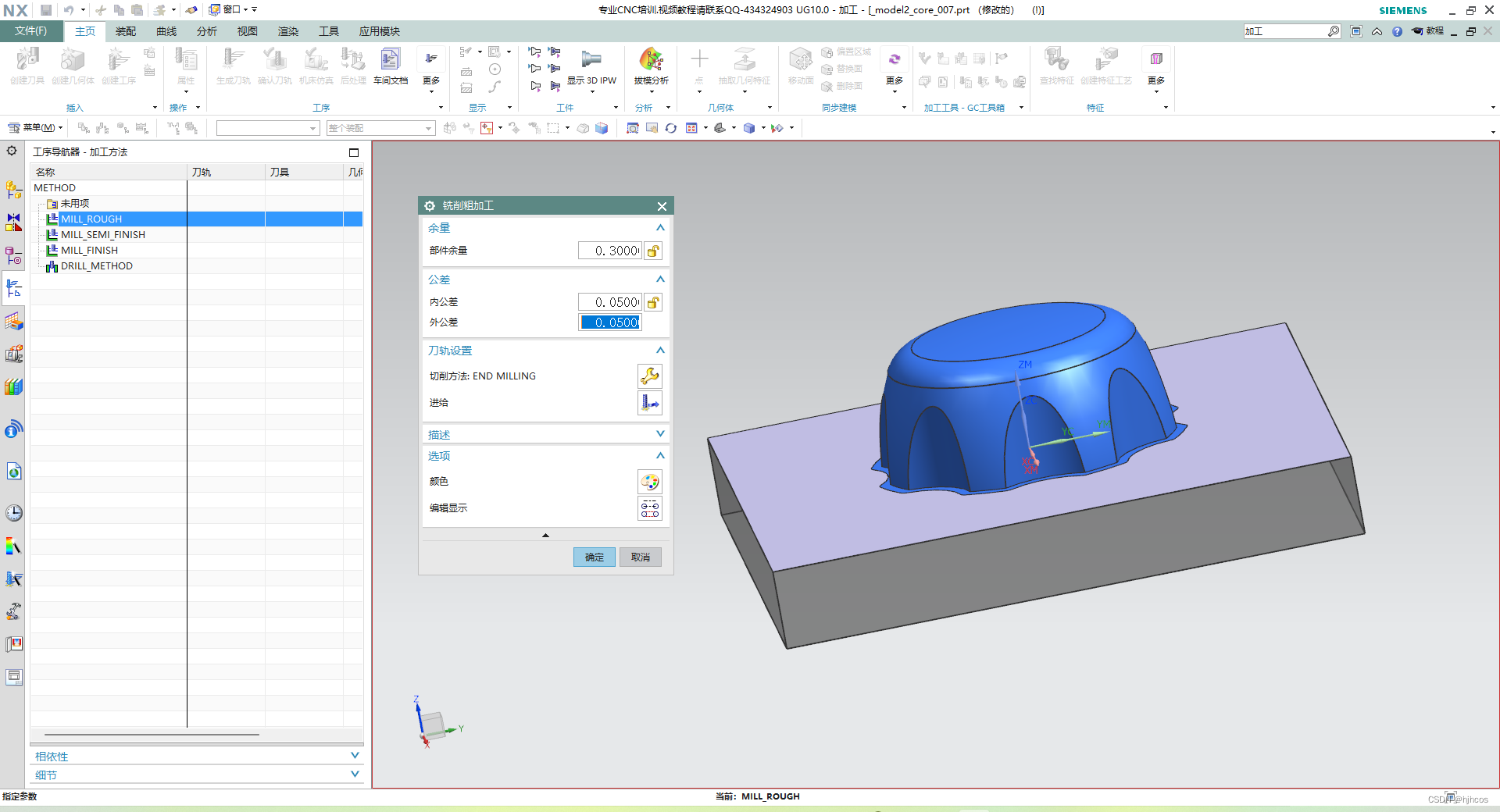
粗加工、半精加工和精加工的公差
【工序导航器】——【加工方法视图】
【MILL_ROUGH】——【铣削粗加工】
【部件余量】:0.3
【内公差】:0.05
【外公差】:0.05
【确定】
【MILL_SEMI_FINISH】——【铣削半精加工】
【部件余量】:0.15
【内公差】:0.03
【外公差】:0.03
【确定】

【MILL_FINISH】——【铣削精加工】
【部件余量】:0
【内公差】:0.01
【外公差】:0.01
【确定】

创建刀具
【工序导航器】——【机床视图】
【右键】——【插入】——【刀具】——【创建刀具】
【类型】:mill_contour
【刀具子类型】:MILL
【名称】:D16R0.4
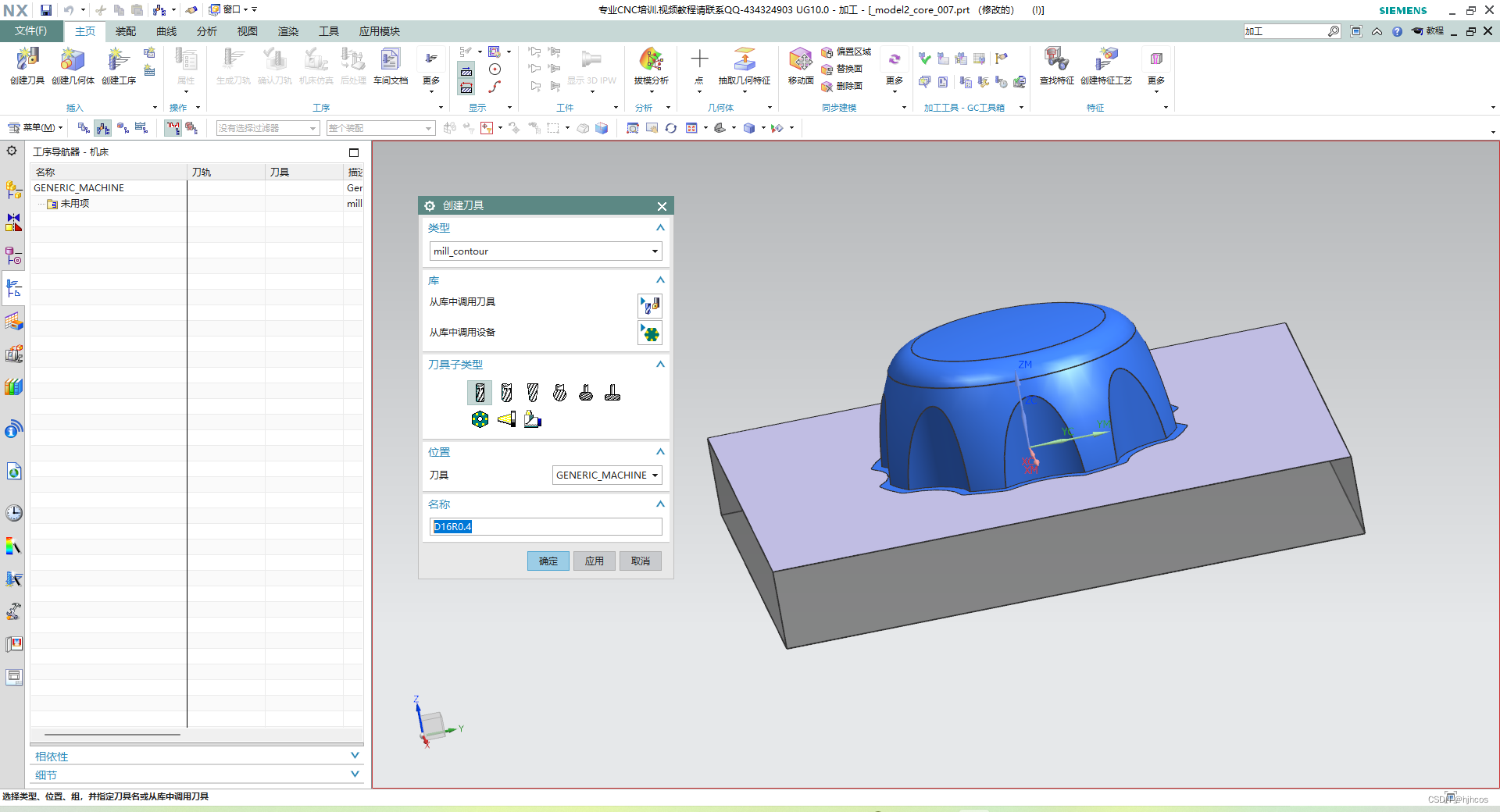
【铣刀-5 参数】
【直径】:16
【下半径】:0.4
【刀具号】:1
【确定】
同样的方法创建D8、D8R4。

创建程序
【工序导航器】——【程序顺序视图】
【插入】——【程序】——【创建程序】
【名称】:R1
【确定】X 2
同样方法,创建 R2 第二次粗加工的程序,创建 F1 精加工的程序。

创建型腔铣工序(粗加工)
【工序导航器】——【程序顺序视图】
【插入】——【工序】——【创建工序】
【类型】:mill_contour
【工序子类型】:型腔铣
【程序】:R1
【刀具】:D16R0.4
【几何体】:WORKPIECE
【方法】:MILL_ROUGH
【名称】:CAVITIY_MILL_D16R0.4
【确定】

【型腔铣】
【指定切削区域】——【切削区域】
选择旋钮盖曲面和型芯上表面作为切削区域
【确定】
【型腔铣】——【切削模式】:跟随周边
【最大距离】:0.5

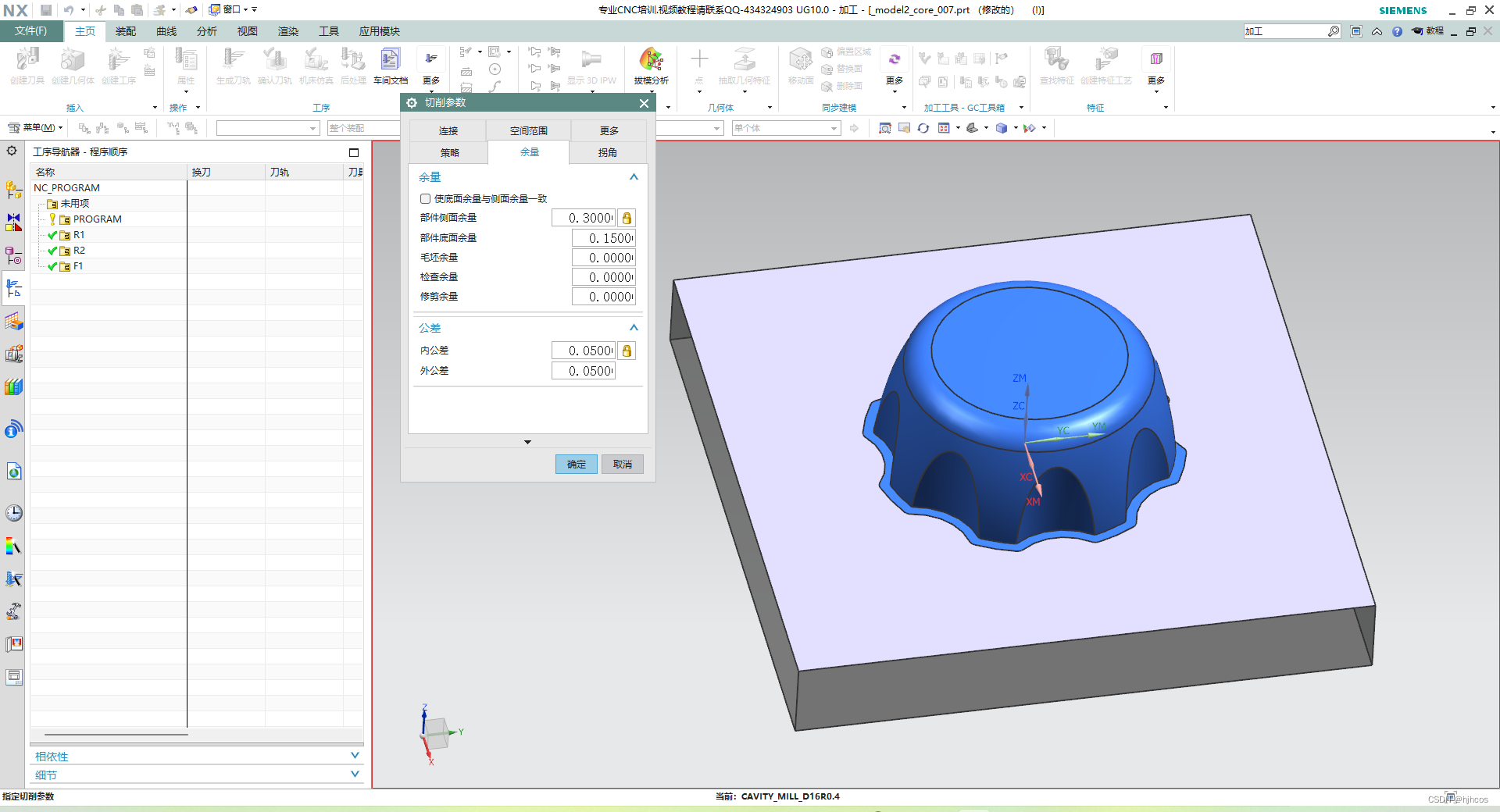
【型腔铣】——【切削参数】
【切削参数】——【策略】
【切削方向】:顺铣
【切削顺序】:深度优先
【刀路方向】:向内
【切削参数】——【余量】
取消【底部面和侧壁余量一致】
【部件侧面余量】:0.3
【部件底面余量】:0.15
【切削参数】——【空间范围】
【处理中的工件】:使用基于层的
【确定】


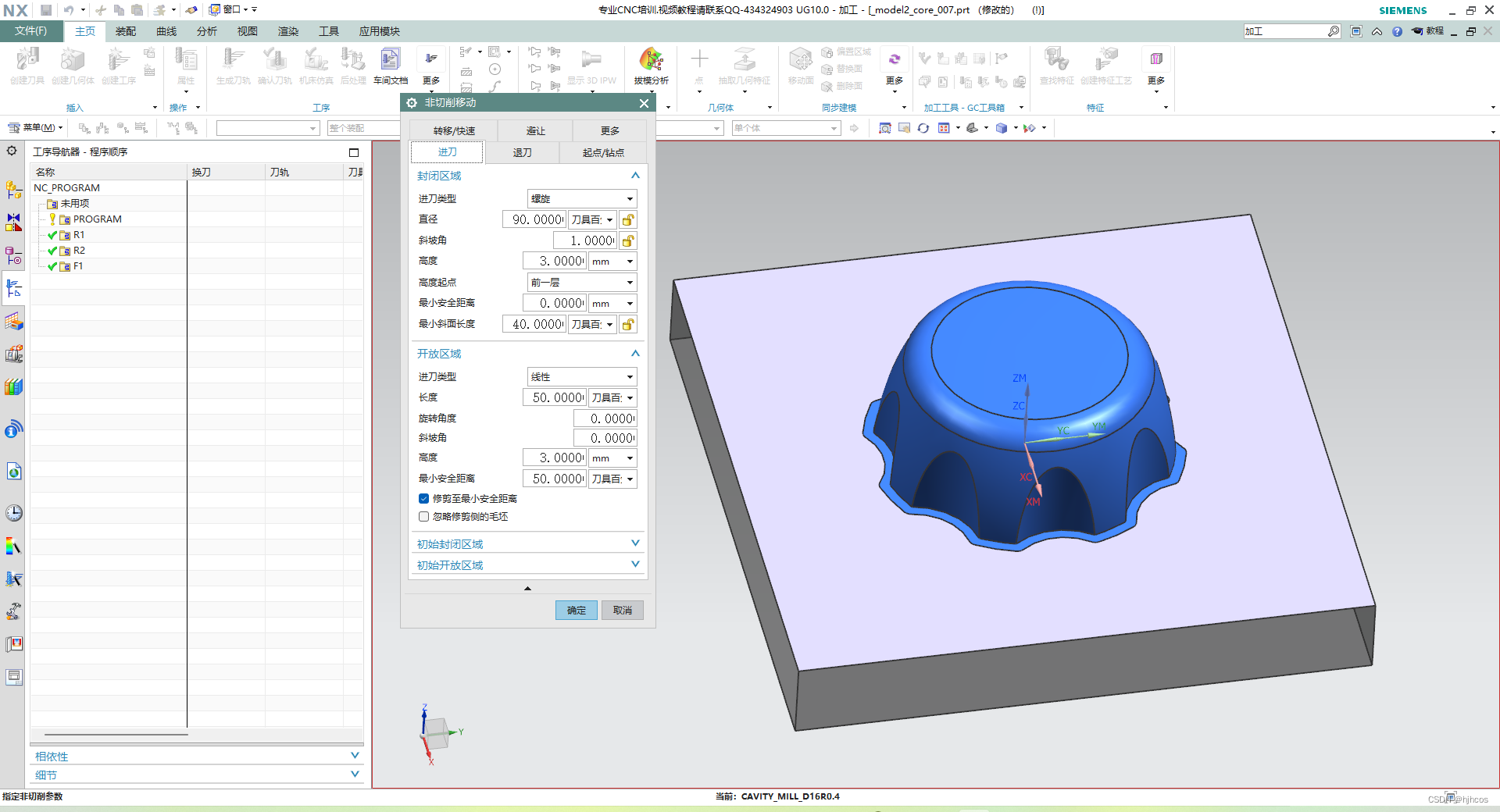
【型腔铣】——【非切削移动】
【非切削移动】——【进刀】
【进刀类型】:螺旋
【直径】:90
【斜坡角】:1
【高度】:3
【高度地点】:前一层
【最小安全距离】:0
【最小斜面长度】:40
【非切削移动】——【转移/快速】
【安全设置选项】:使用继承的
【转移/快速】——【区域之间】
【转移类型】:前一平面
【转移/快速】——【区域内】
【转移类型】:前一平面
【确定】

【型腔铣】——【进给率和速度】
【主轴速度】:1800
【切削】:250
【确定】
【型腔铣】——【操作】——【生成】

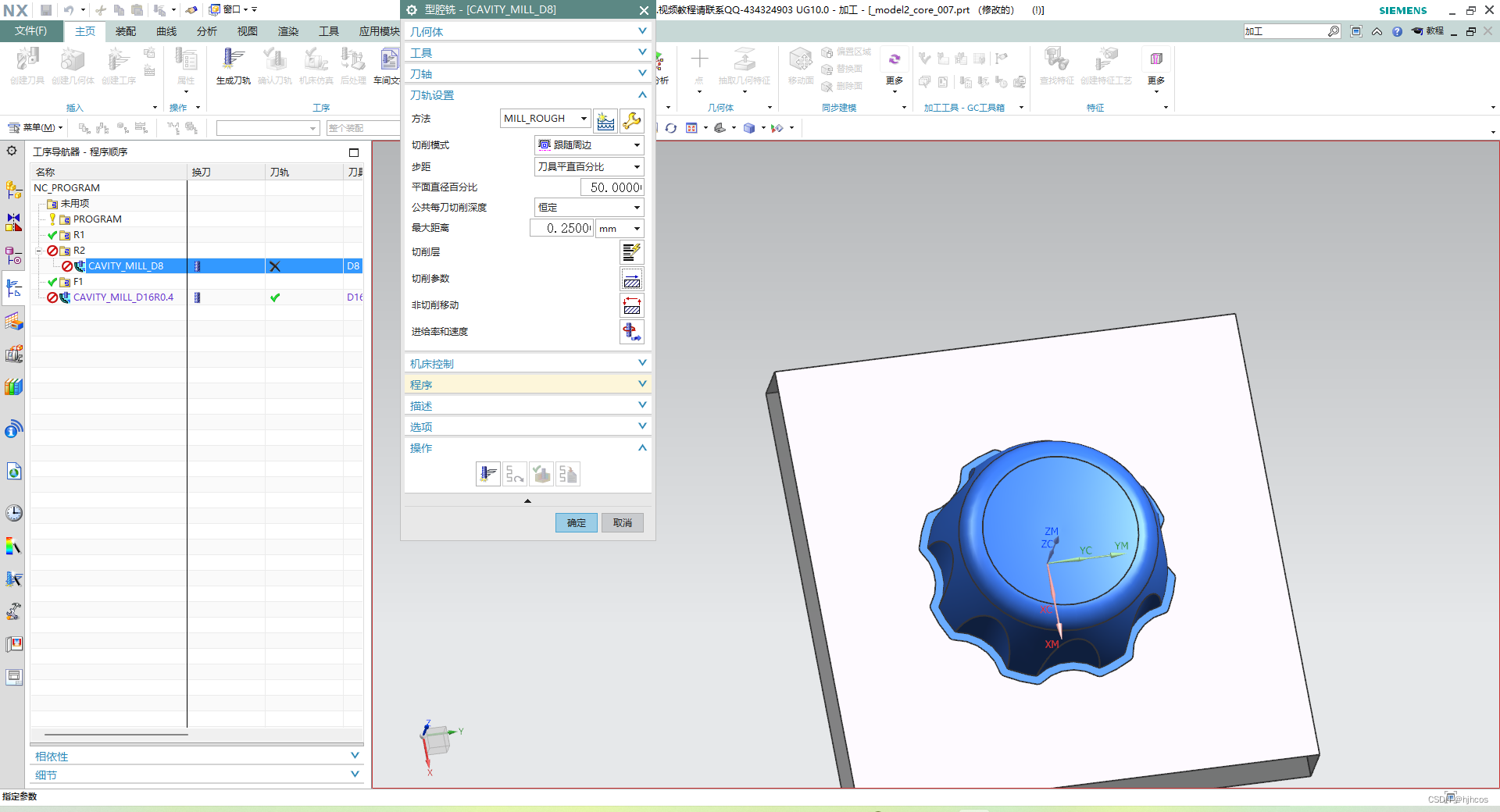
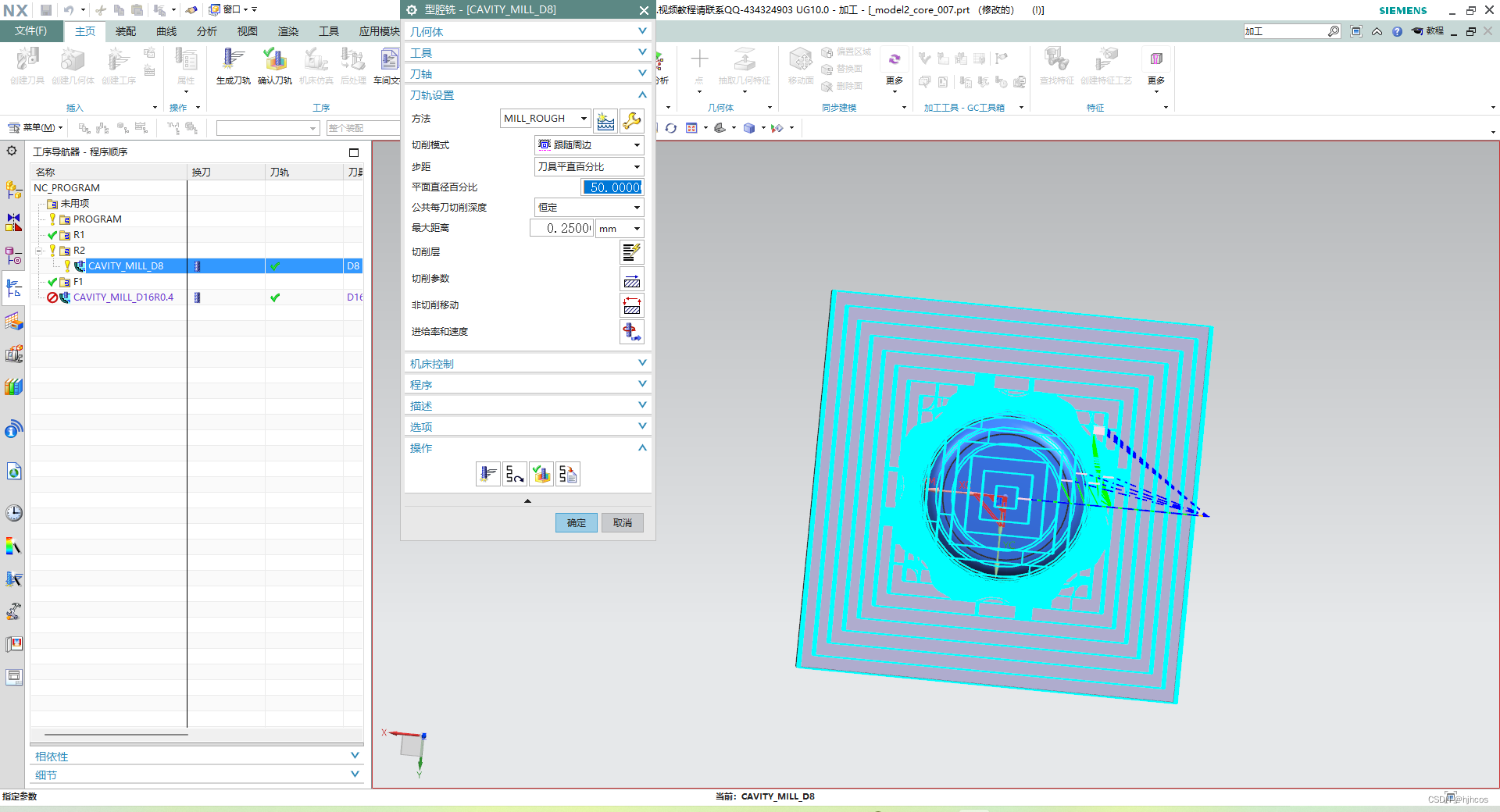
创建型腔洗工序(二次粗加工)
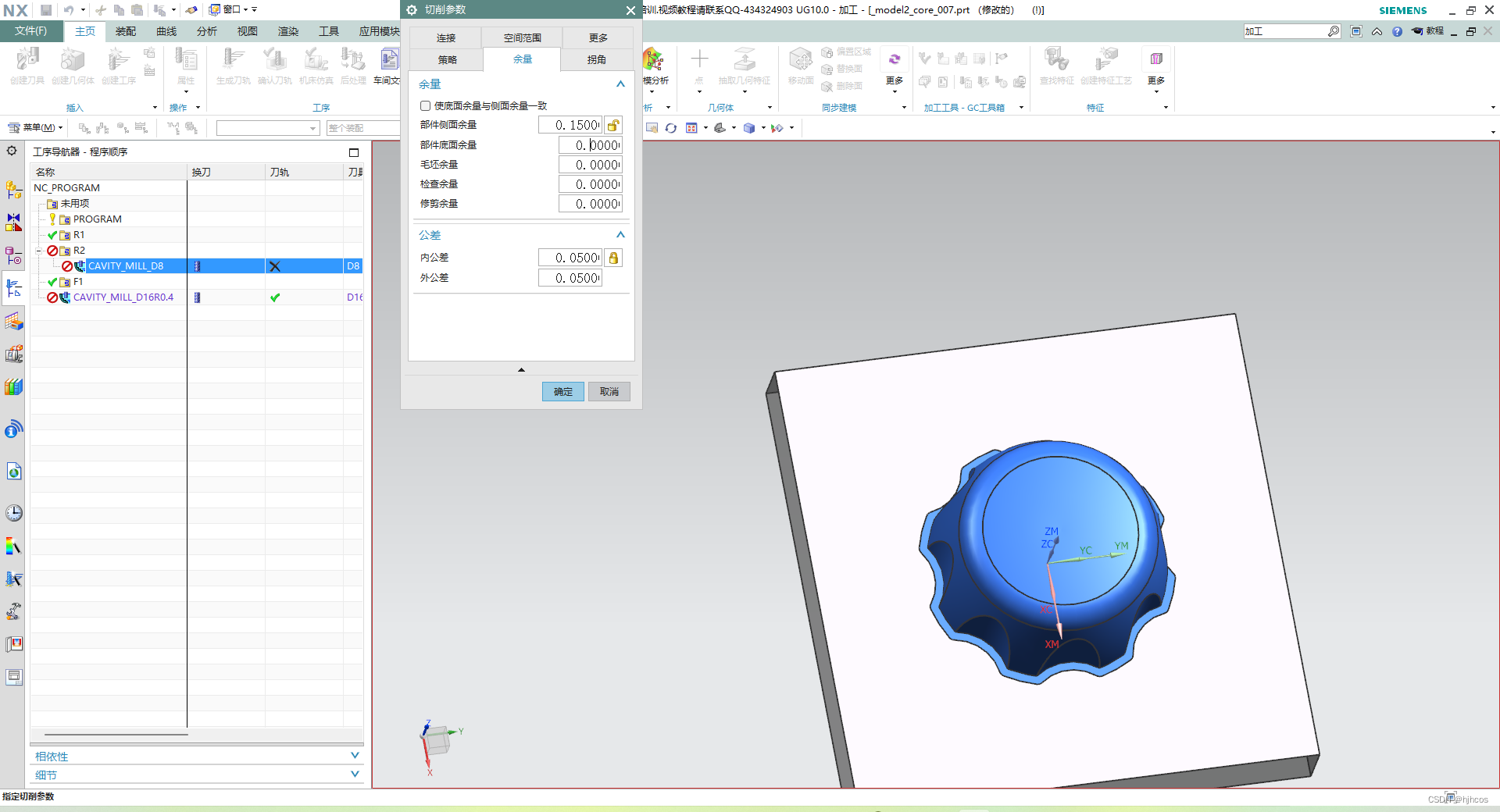
复制刚刚做好的CAVITIY_MILL_D16R0.4刀轨内部粘贴到R2里面,并重新命名为CAVITIY_MILL_D8。
双击【CAVITIY_MILL_D8】——【型腔铣】
【刀具】:D8
【最大距离】:0.25
【切削参数】——【余量】
【部件侧面余量】:0.15
【部件底面余量】:0
【确定】
【型腔铣】——【进给率和速度】
【主轴速度】:2200
【切削】:200
【确定】
【型腔铣】——【操作】——【生成】
【确定】
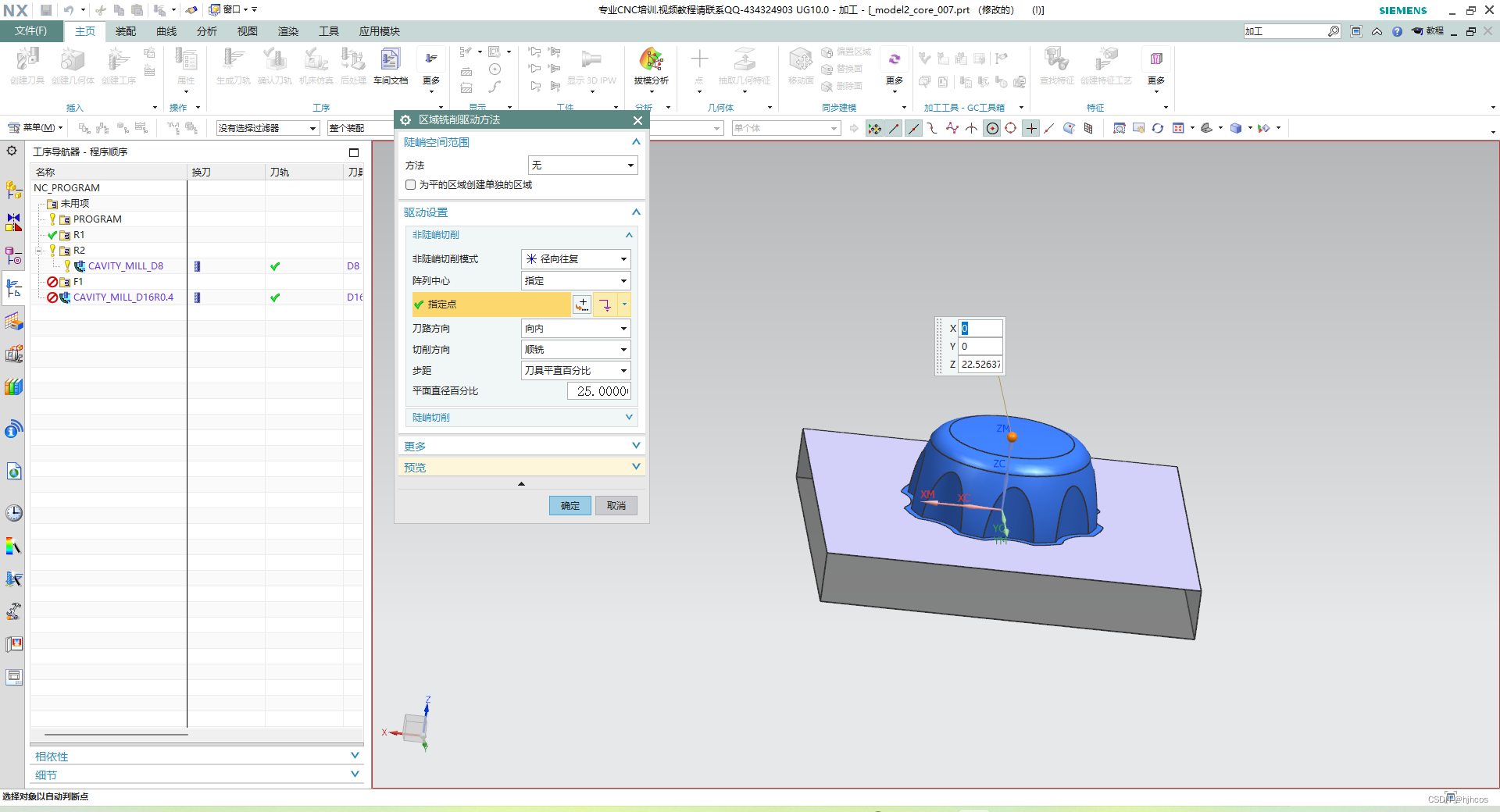
创建轮廓区域铣工序(精加工平缓区域)
【插入】——【工序】——【创建工序】
【类型】:mill_contour
【工序子类型】:区域轮廓铣
【程序】:F1
【刀具】:D8R4
【几何体】:WORKPIECE
【方法】:MILL_FINISH
【名称】:CONTOUR_AREA_R4
【确定】
【区域轮廓铣】——【指定切削区域】
【切削区域】:工件上部曲面

【区域轮廓铣】
【驱动方法】:区域铣削
【切削模式】:径向往复
【阵列中心】:指定
【刀路方向】:向内
【切削方向】:顺铣
【平面直径百分比】:25
【确定】
【区域轮廓铣】——【切削参数】
【切削参数】——【安全设置】
【过切时】:跳过
【检查安全距离】:0.35
【确定】

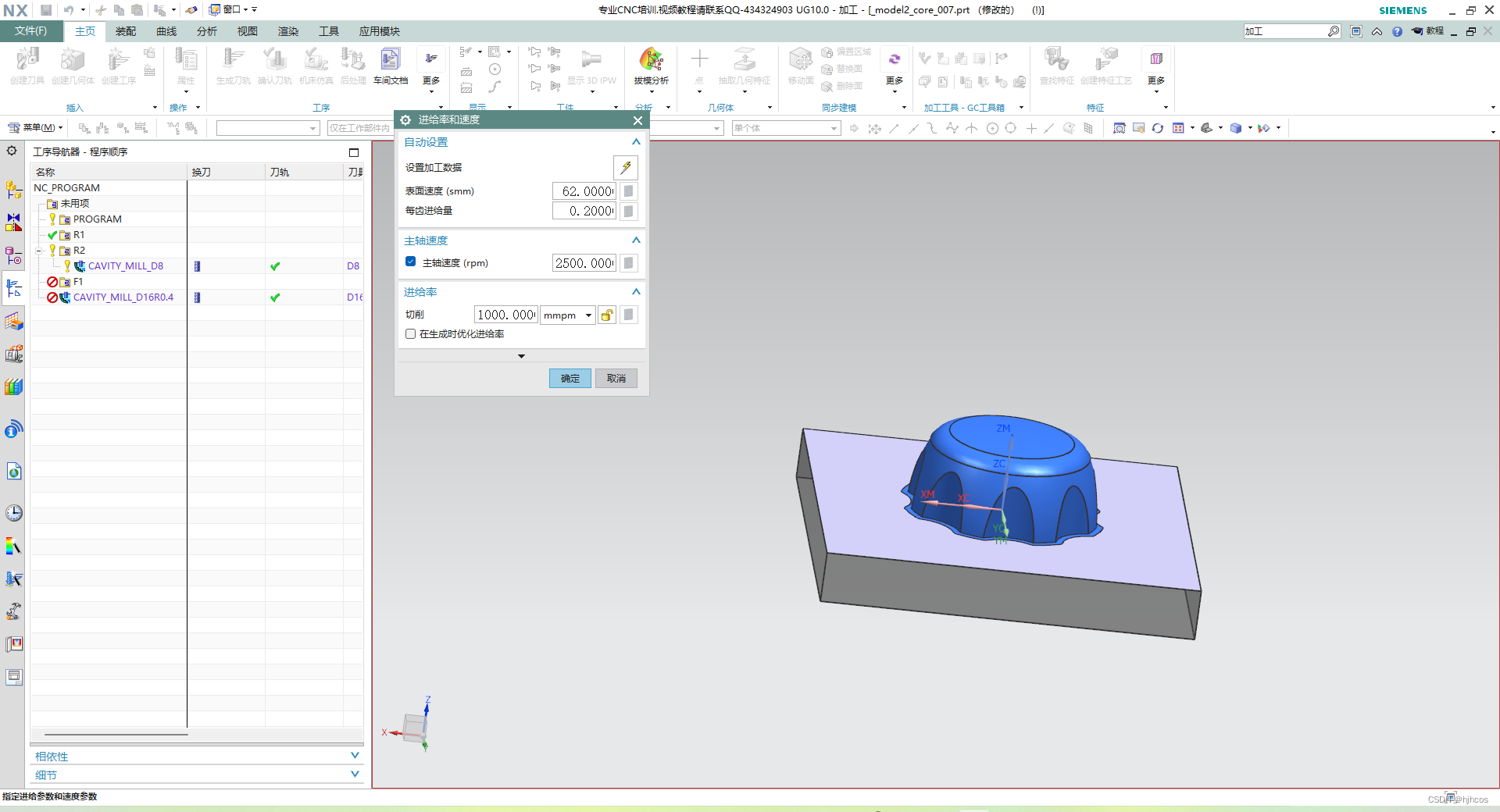
【区域轮廓铣】——【进给率和速度】
【主轴速度】:2500
【切削】:1000
【确定】
【区域轮廓铣】——【操作】——【生成】

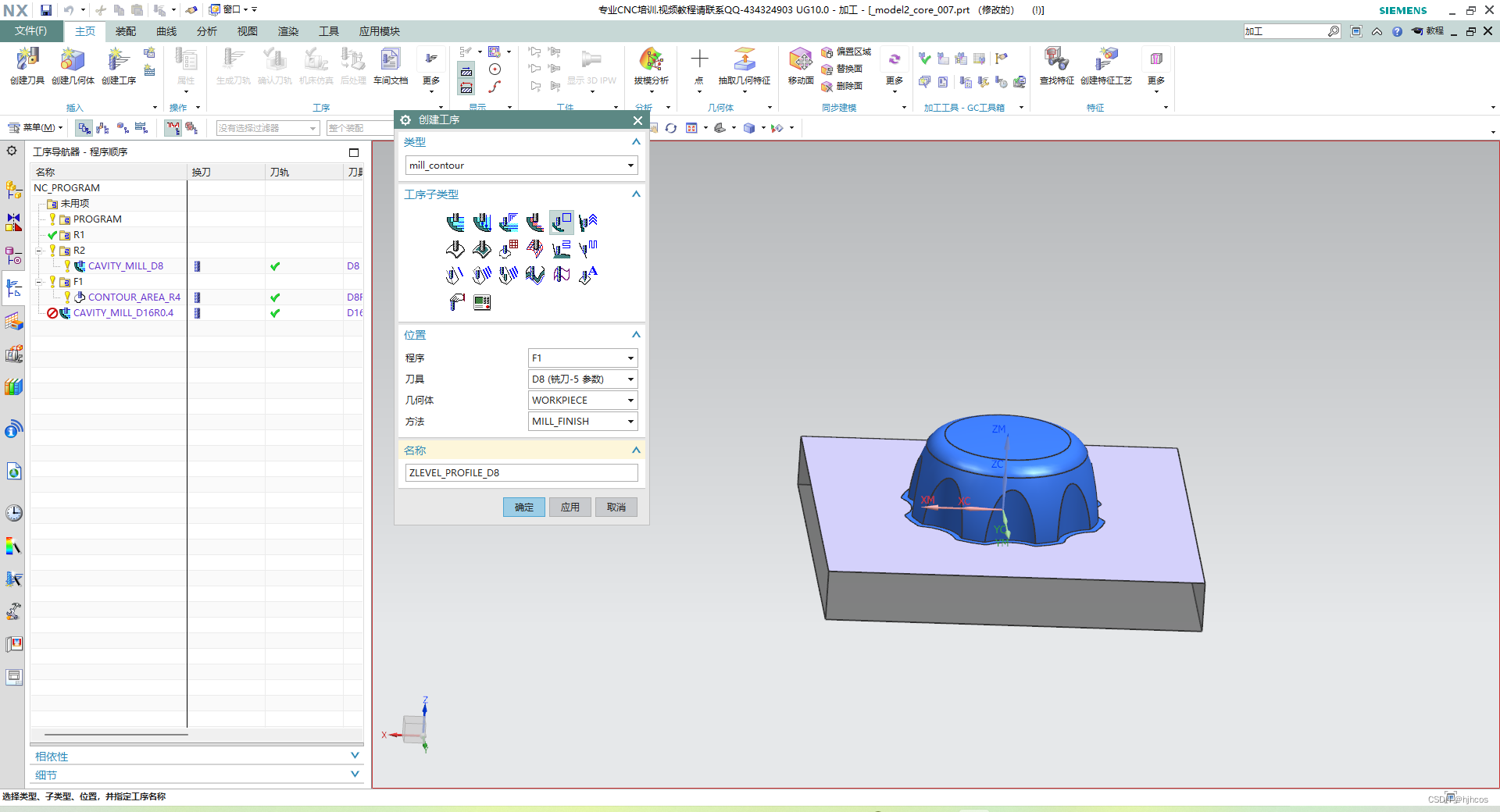
创建深度加工轮廓铣工序
【插入】——【工序】——【创建工序】
【类型】:mill_contour
【工序子类型】:深度轮廓加工铣
【程序】:F1
【刀具】:D8
【几何体】:WORKPIECE
【方法】:MILL_FINISH
【名称】:ZLEVEL_PROFILE_D8
【确定】
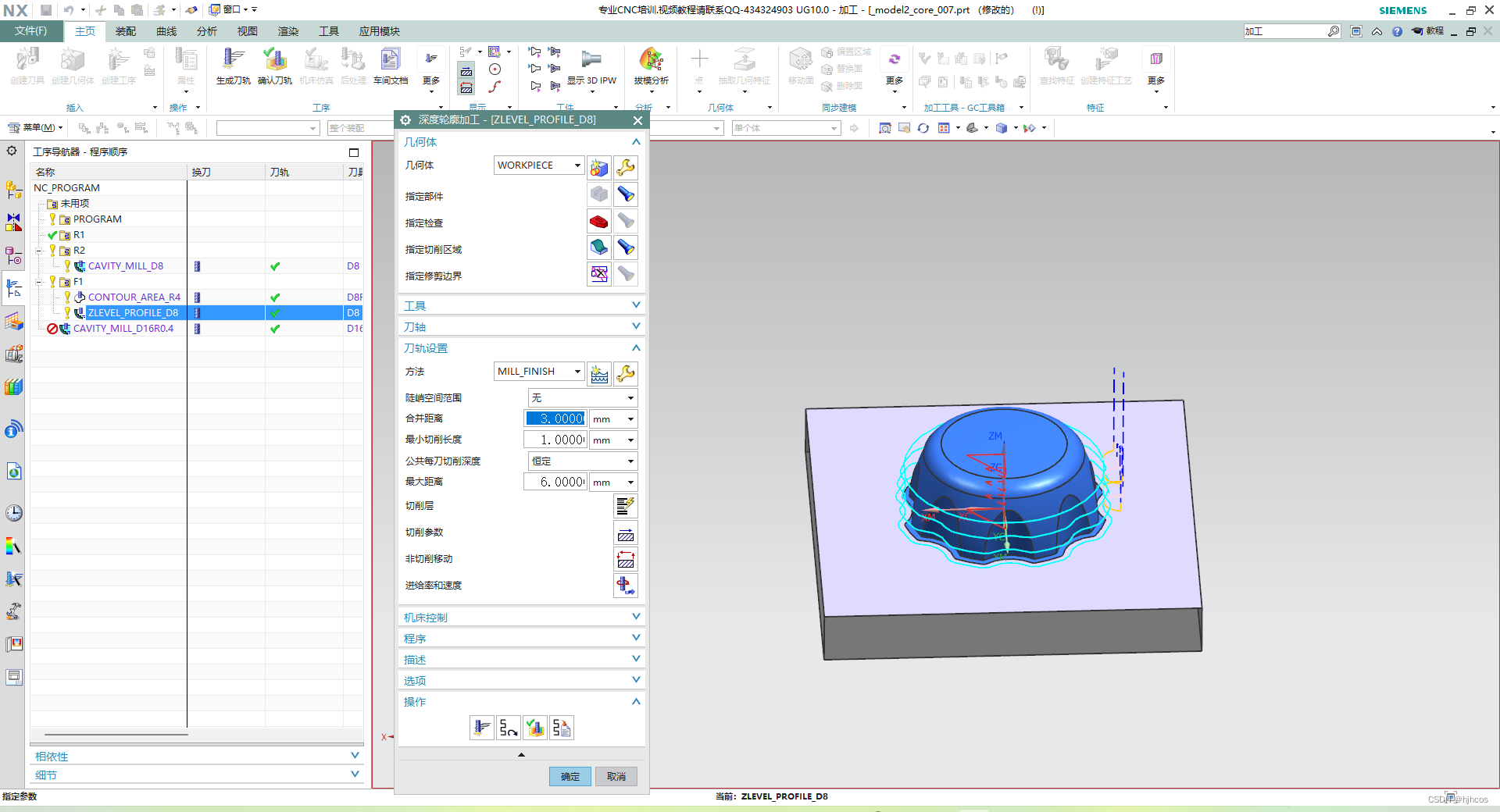
【深度轮廓加工铣】——【指定切削区域】
【切削区域】:型芯侧壁
【最大距离】:0.1

【切削参数】——【策略】
【切削方向】:混合
【切削顺序】:深度优先
【确定】

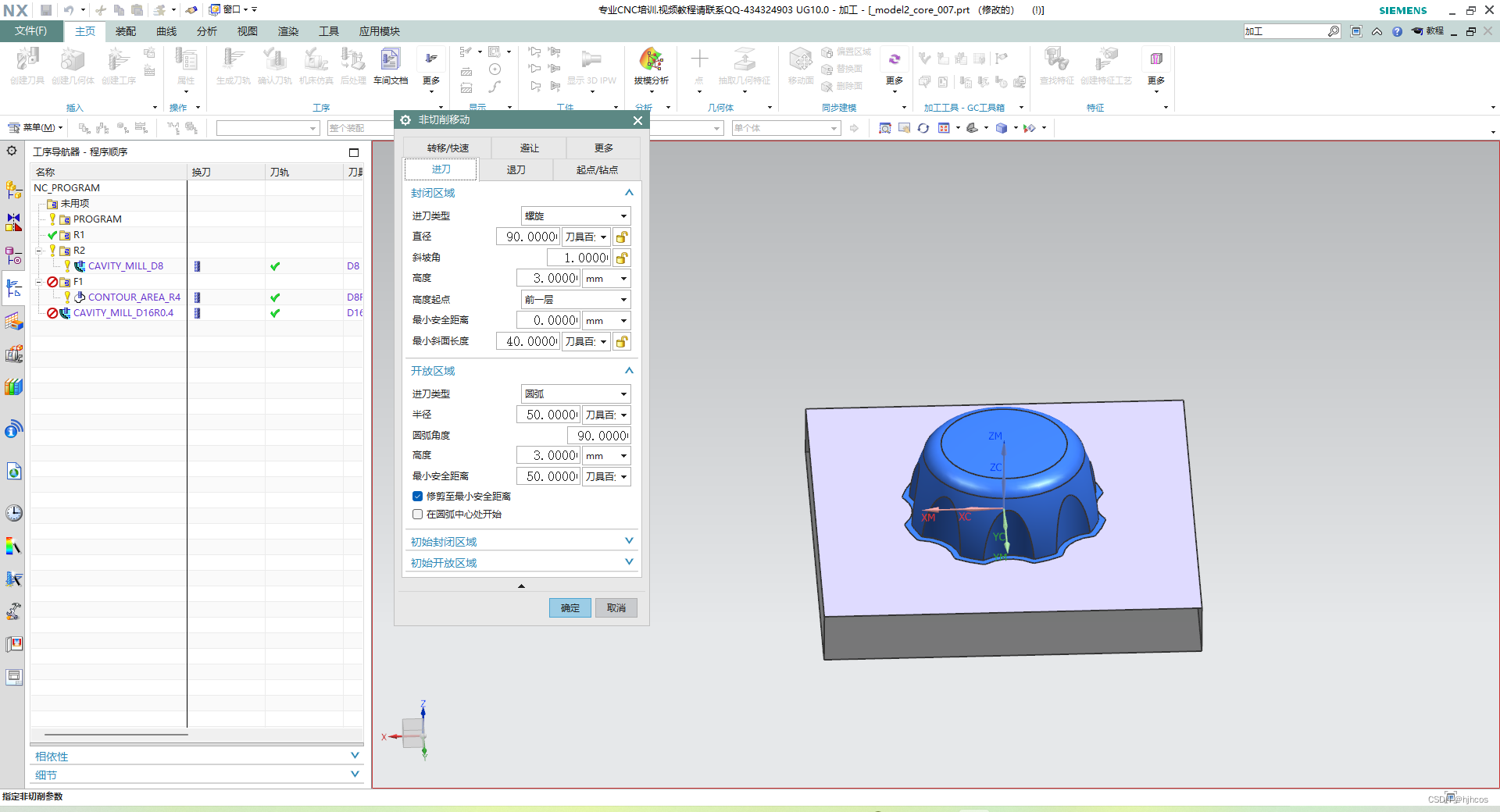
【非切削移动】——【进刀】
【进刀类型】:螺旋
【直径】:90
【斜坡角】:1
【高度】:3
【高度起点】:前一层
【最小安全距离】:0
【最小斜面长度】:40
【转移/快速】
【安全设置选项】:使用继承的
【区域之间】——【转换类型】:前一平面
【安全距离】:3
【区域内】——【转换类型】:前一平面
【确定】

【进给率和速度】
【主轴速度】:2500
【切削】:1000
【操作】——【生成】

后处理

-
相关阅读:
华为 OD 一面算法原题
验证码案例 —— Kaptcha 插件介绍 后端生成验证码,前端展示并进行session验证(带完整前后端源码)
Redis02:企业架构介绍以及redis介绍
ROS1云课→30导航仿真演示
Java安装
如何像人类一样写HTML之图像标签,超链接标签与多媒体标签
git修改远程仓库地址
SOLIDWORKS二次开发——拓展设计能力与定制化解决方案
AIGC赋能,天猫精灵、华米科技“抢跑”智能穿戴
gitee-快速设置
- 原文地址:https://blog.csdn.net/hjh_cos/article/details/127936954