-
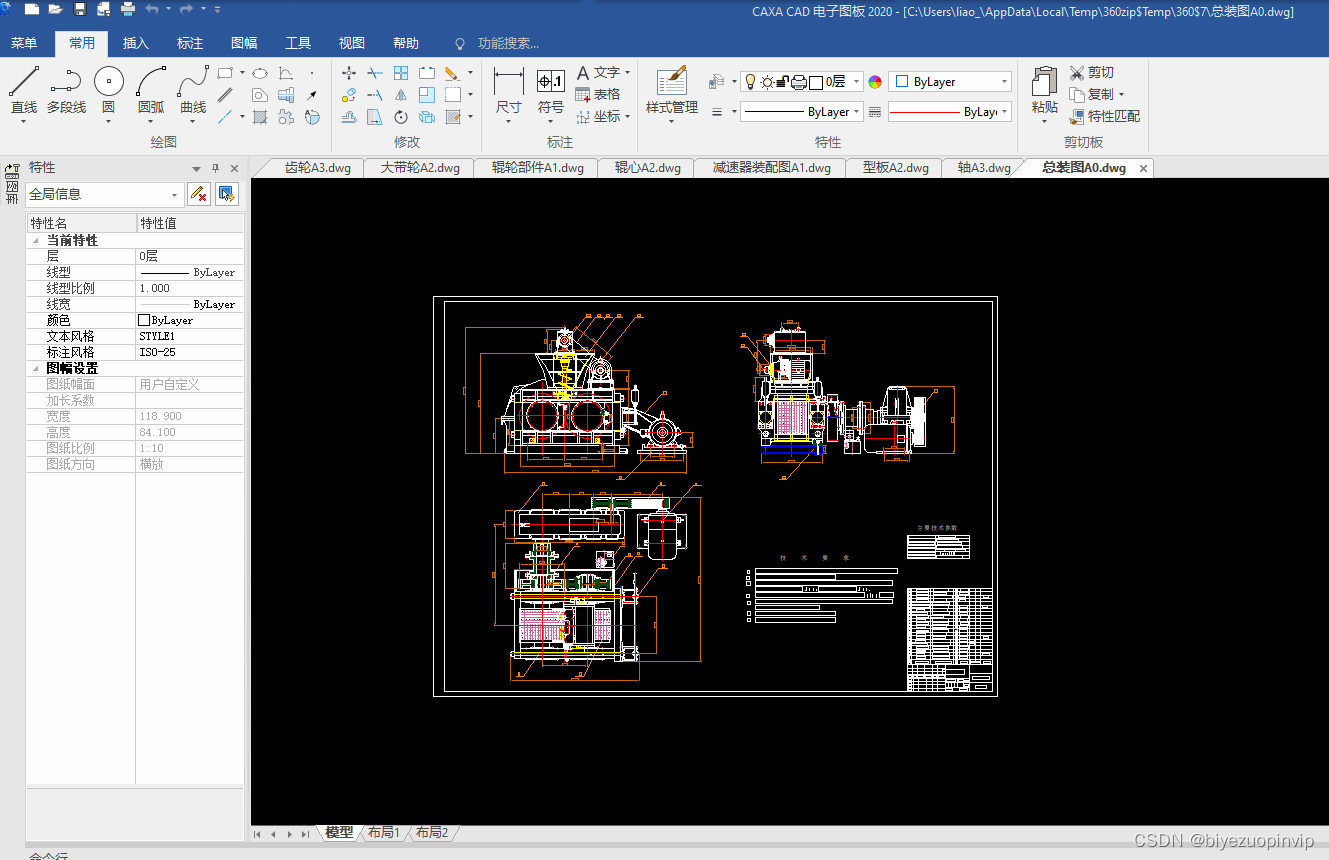
对辊柱塞式成型机总体设计
目 录
摘 要 I
Abstract II
第一章 绪论 1
1.1选题背景及意义 1
1.2国内外型秸秆谷物发展概况 2
1.2.1国外发展现状 2
1.2.2国内发展现状 2
1.3对辊柱塞式成型机的发展概况 6
1.3.1对辊柱塞式成型机的发展展状况 6
1.3.2对辊柱塞式成型机的成型机理 7
1.3研究主要内容 9
第二章 对辊柱塞式成型机基本参数 10
2.1选择电动机 10
2.1.1选择电动机的类型和结构形式 10
2.1.2选择电动机的容量 10
2.2计算传动装置的总传动比并分配各级传动比 12
2.2.1传动装置的总传动比 12
2.2.2分配各级传动比 12
第三章 V带设计计算 13
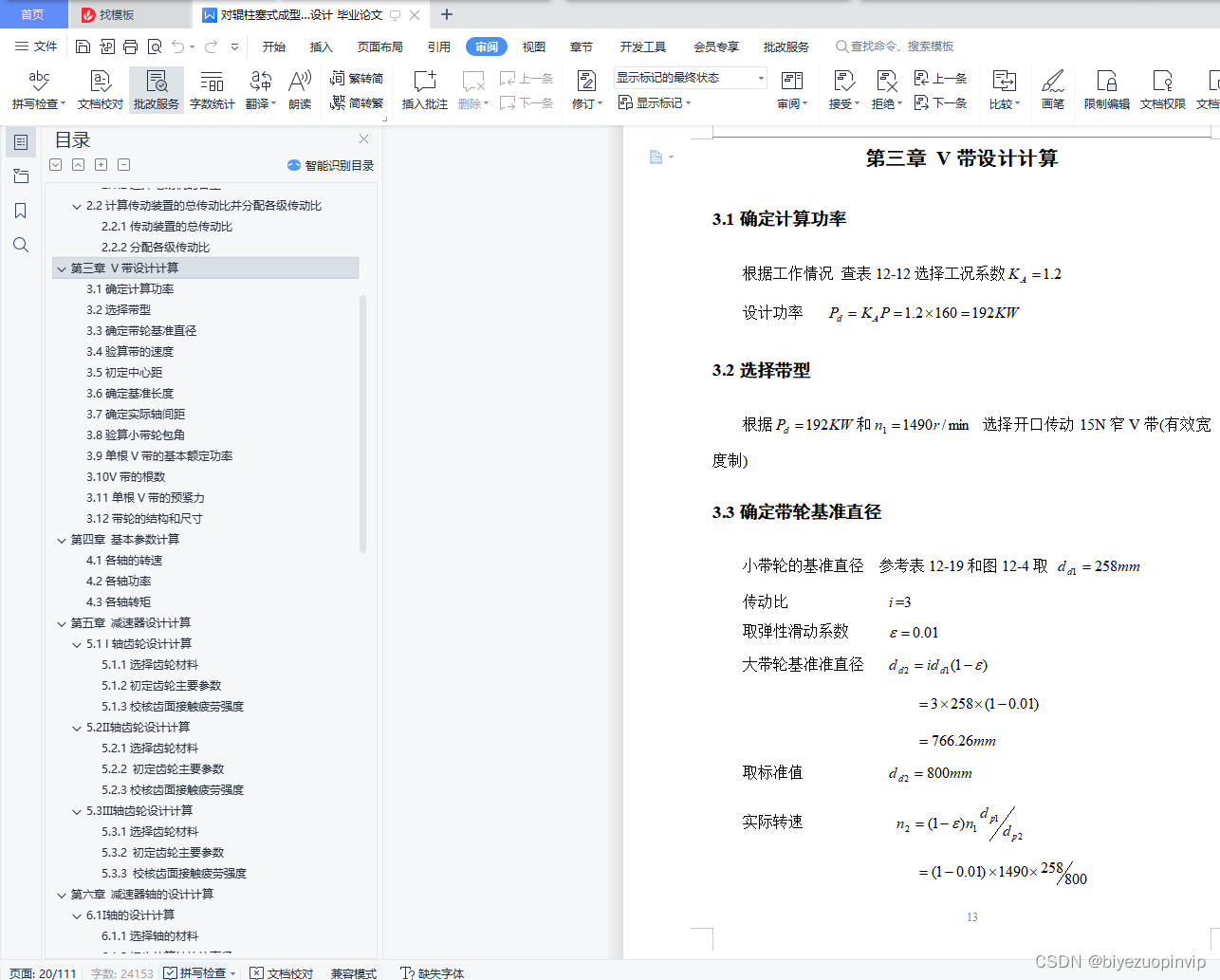
3.1确定计算功率 13
3.2选择带型 13
3.3确定带轮基准直径 13
3.4验算带的速度 14
3.5初定中心距 14
3.6确定基准长度 14
3.7确定实际轴间距 15
3.8验算小带轮包角 15
3.9单根V带的基本额定功率 15
3.10V带的根数 16
3.11单根V带的预紧力 16
3.12带轮的结构和尺寸 16
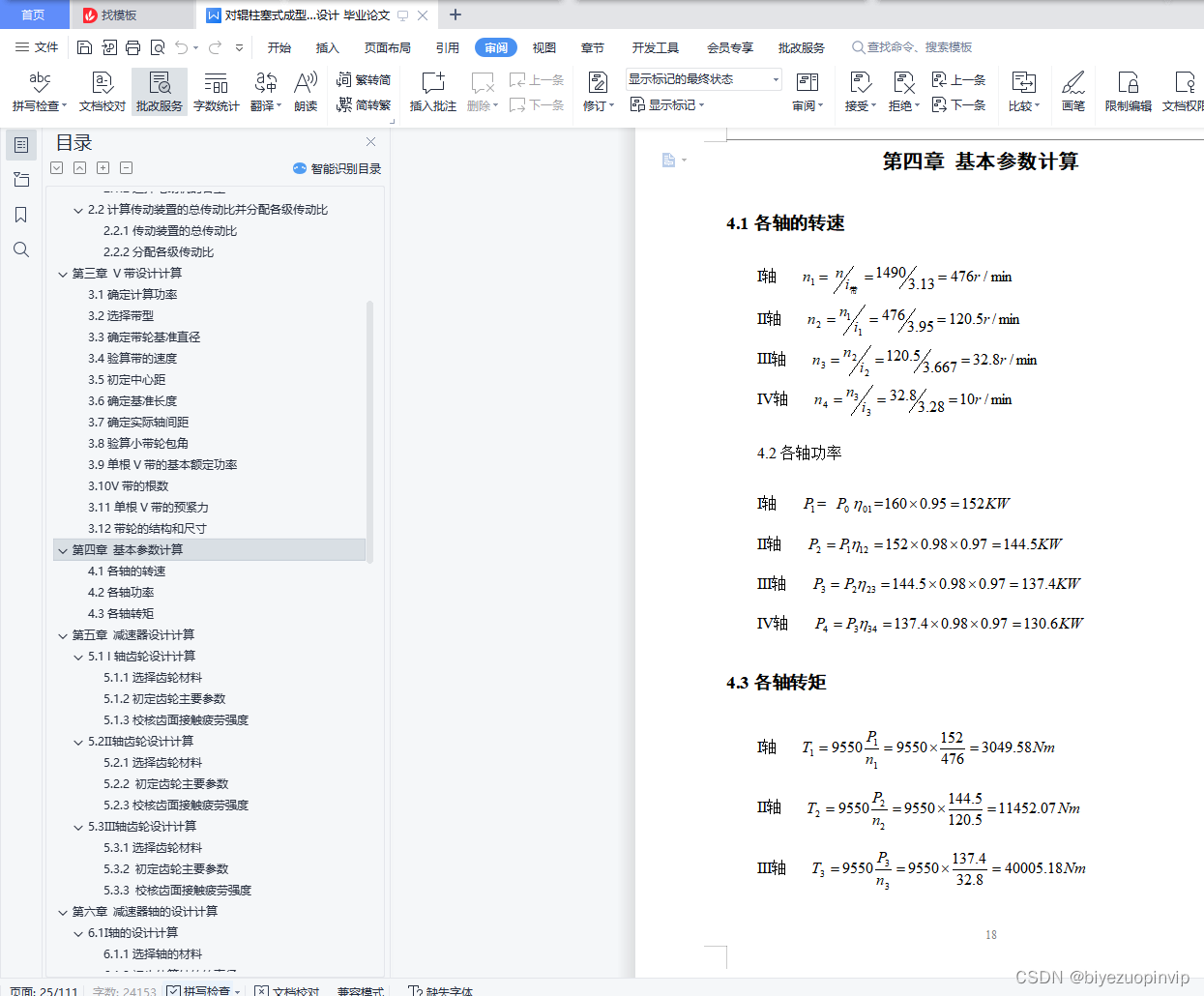
第四章 基本参数计算 18
4.1各轴的转速 18
4.2各轴功率 18
4.3各轴转矩 18
第五章 减速器设计计算 20
5.1 I轴齿轮设计计算 20
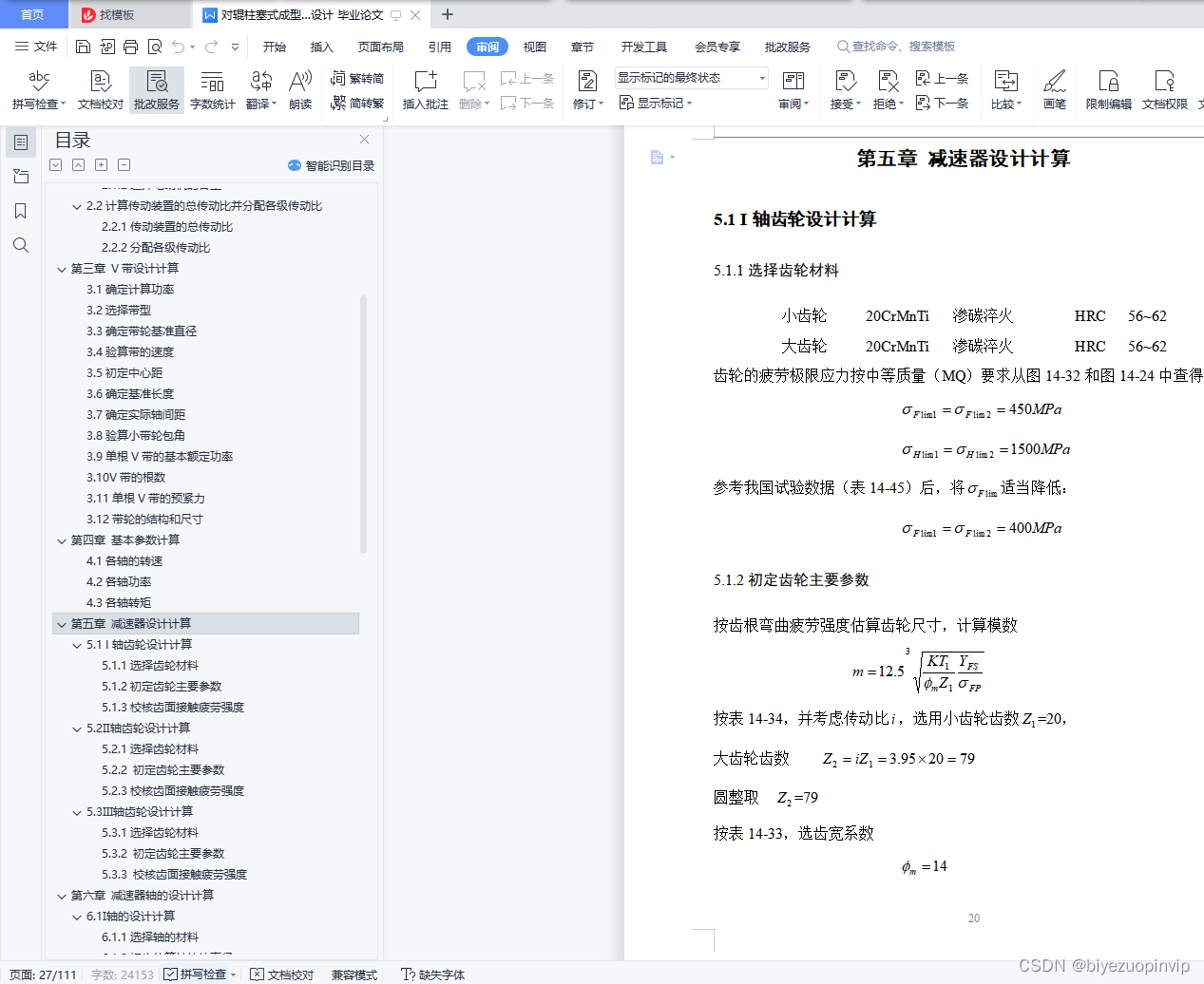
5.1.1选择齿轮材料 20
5.1.2初定齿轮主要参数 20
5.1.3校核齿面接触疲劳强度 22
5.2Ⅱ轴齿轮设计计算 26
5.2.1选择齿轮材料 26
5.2.2 初定齿轮主要参数 26
5.2.3校核齿面接触疲劳强度 28
5.3Ⅲ轴齿轮设计计算 32
5.3.1选择齿轮材料 32
5.3.2 初定齿轮主要参数 32
5.3.3 校核齿面接触疲劳强度 34
第六章 减速器轴的设计计算 38
6.1Ⅰ轴的设计计算 38
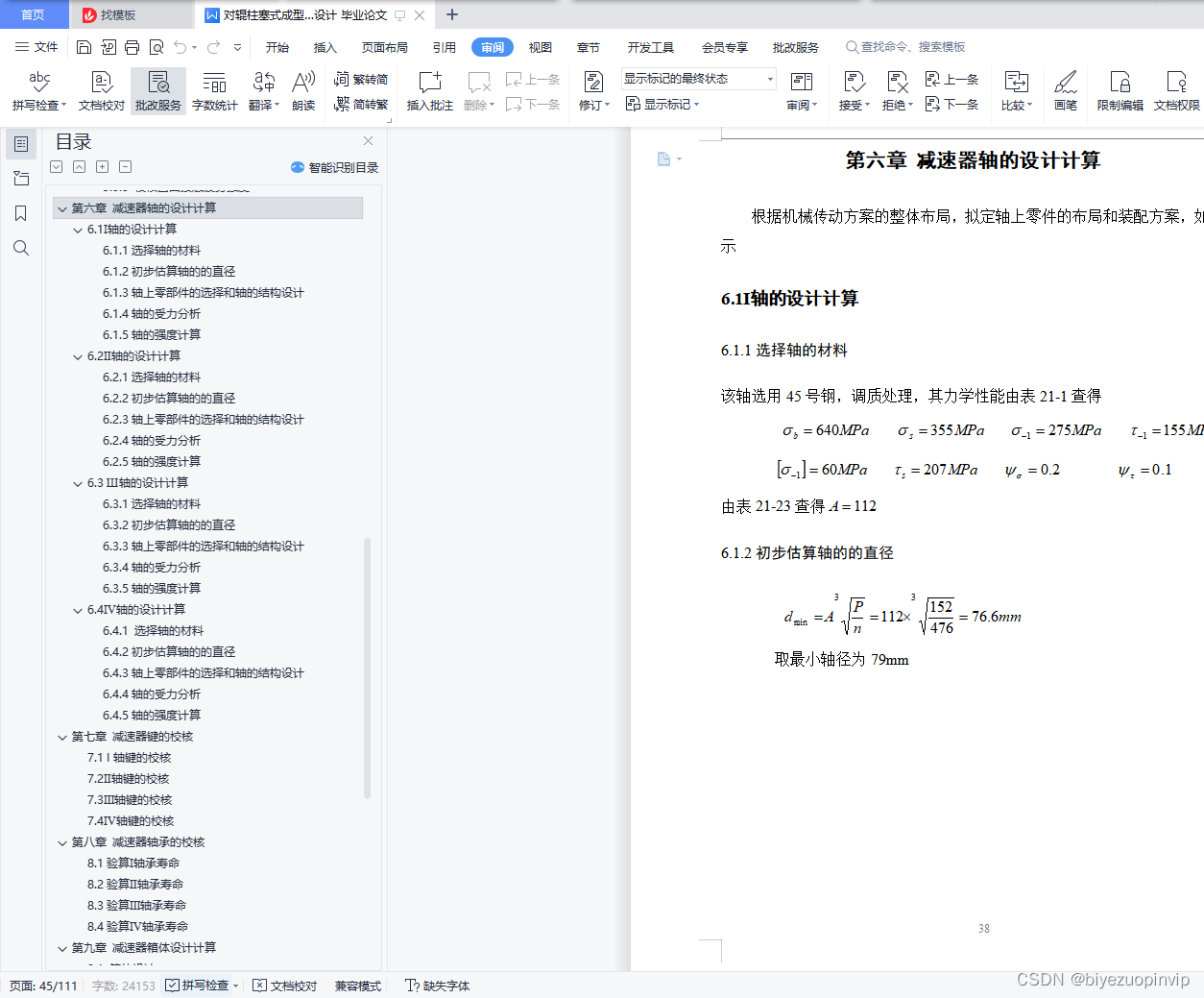
6.1.1选择轴的材料 38
6.1.2初步估算轴的的直径 38
6.1.3轴上零部件的选择和轴的结构设计 39
6.1.4轴的受力分析 40
6.1.5轴的强度计算 43
6.2Ⅱ轴的设计计算 44
6.2.1选择轴的材料 44
6.2.2初步估算轴的的直径 44
6.2.3轴上零部件的选择和轴的结构设计 44
6.2.4轴的受力分析 45
6.2.5轴的强度计算 46
6.3 Ш轴的设计计算 49
6.3.1选择轴的材料 49
6.3.2初步估算轴的的直径 50
6.3.3轴上零部件的选择和轴的结构设计 50
6.3.4轴的受力分析 51
6.3.5轴的强度计算 52
6.4Ⅳ轴的设计计算 55
6.4.1 选择轴的材料 55
6.4.2初步估算轴的的直径 56
6.4.3轴上零部件的选择和轴的结构设计 56
6.4.4轴的受力分析 57
6.4.5轴的强度计算 58
第七章 减速器键的校核 61
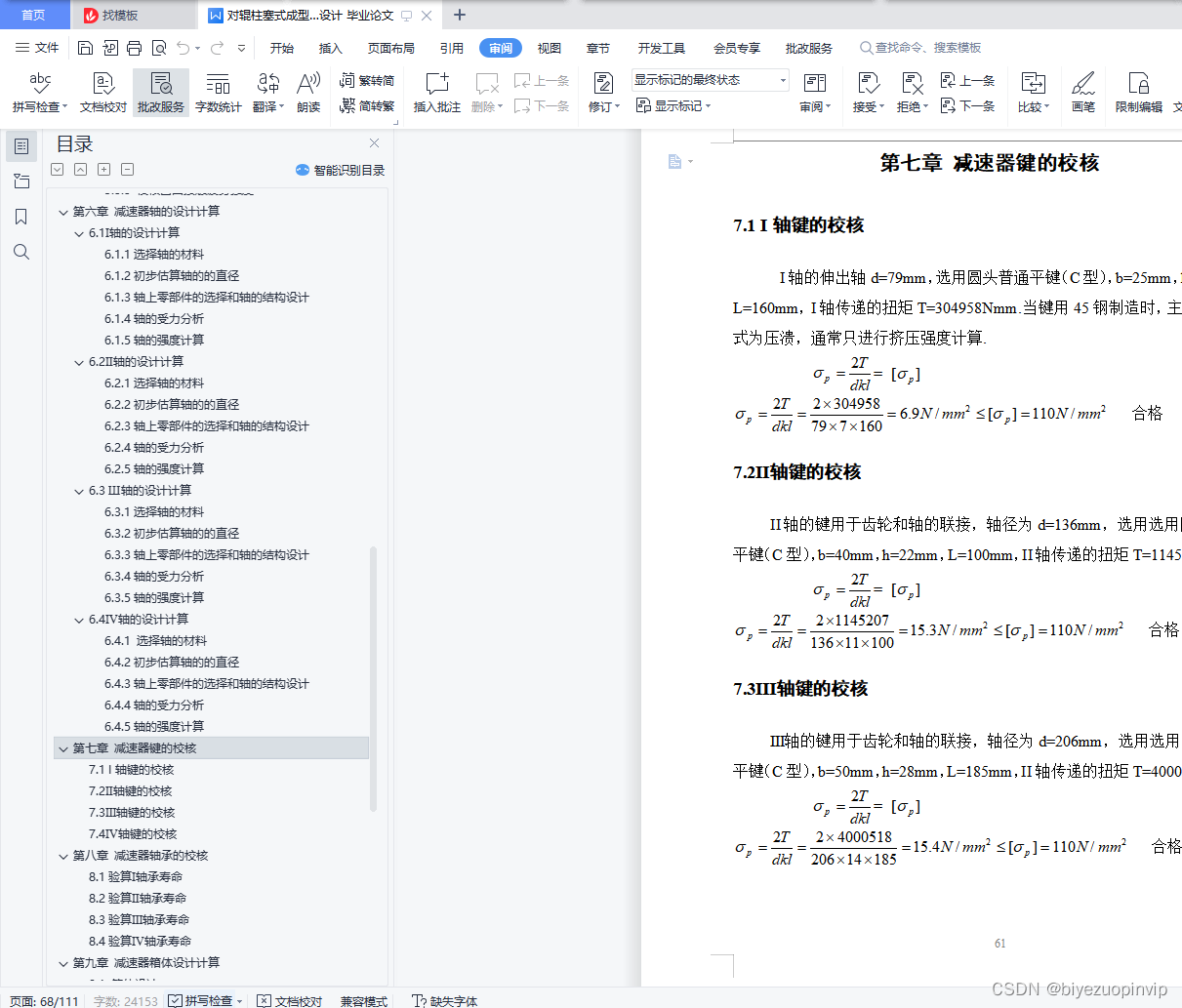
7.1 I轴键的校核 61
7.2Ⅱ轴键的校核 61
7.3Ⅲ轴键的校核 61
7.4Ⅳ轴键的校核 62
第八章 减速器轴承的校核 63
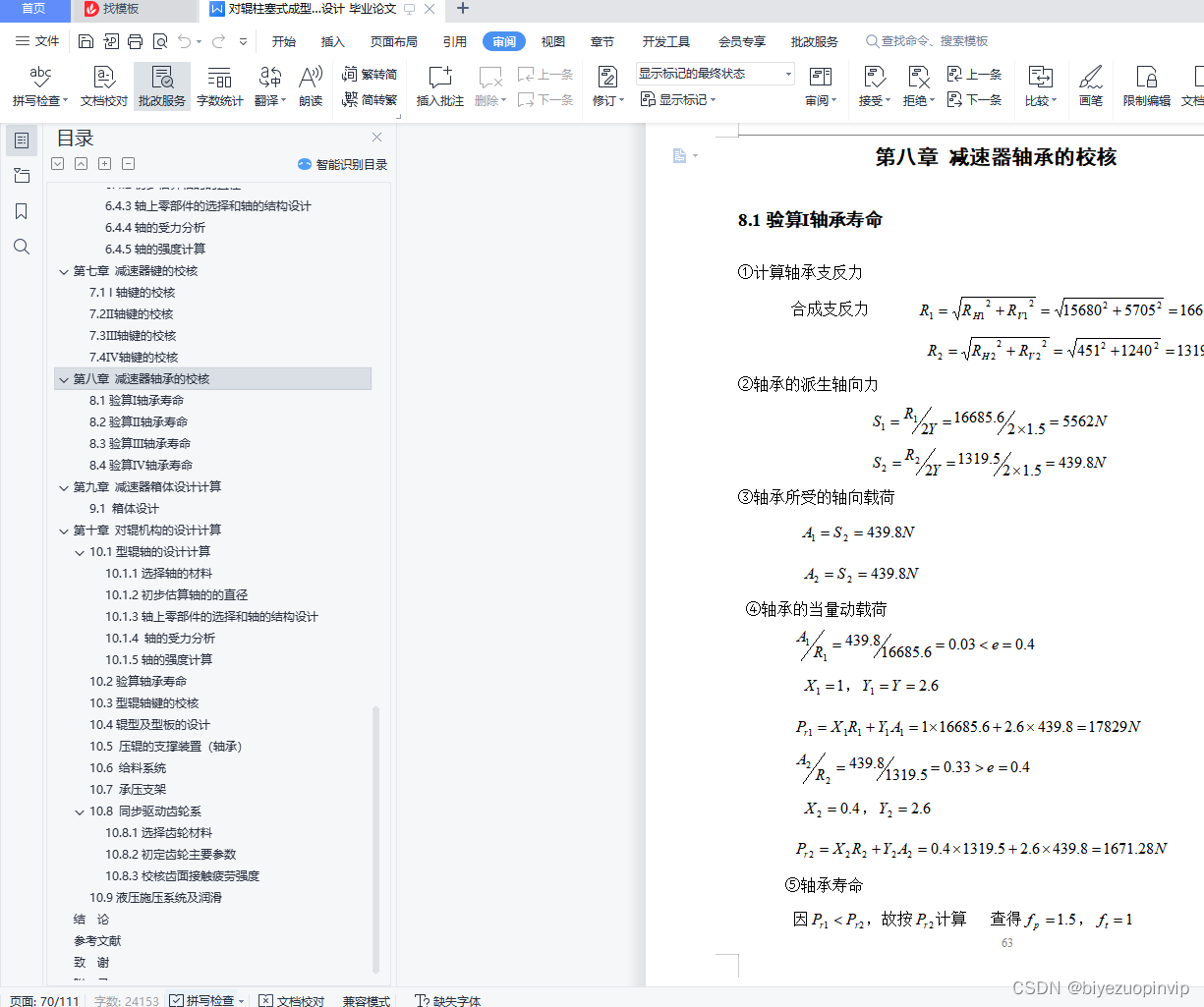
8.1验算Ⅰ轴承寿命 63
8.2验算Ⅱ轴承寿命 64
8.3验算Ⅲ轴承寿命 65
8.4验算Ⅳ轴承寿命 66
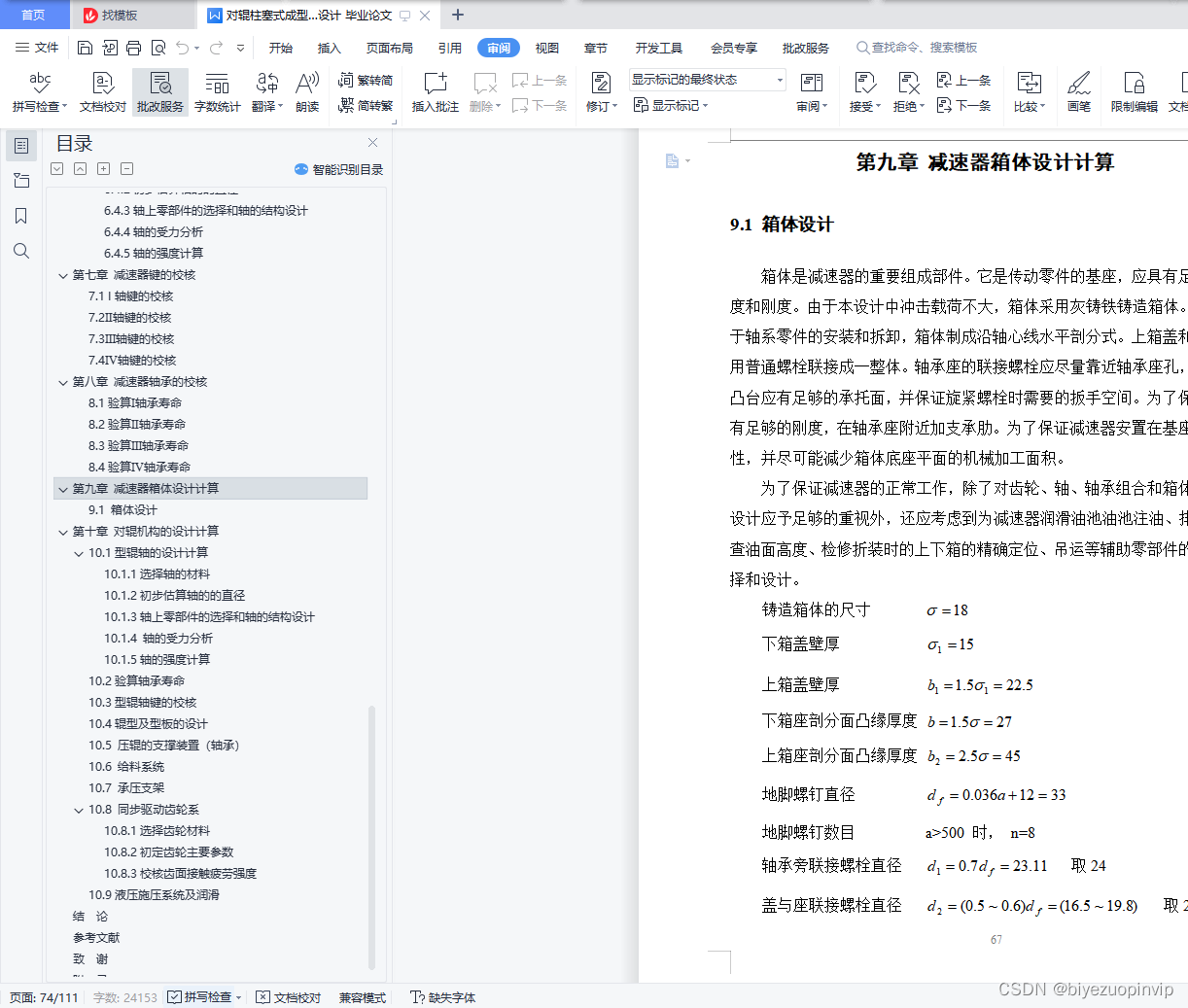
第九章 减速器箱体设计计算 67
9.1 箱体设计 67
第十章 对辊机构的设计计算 69
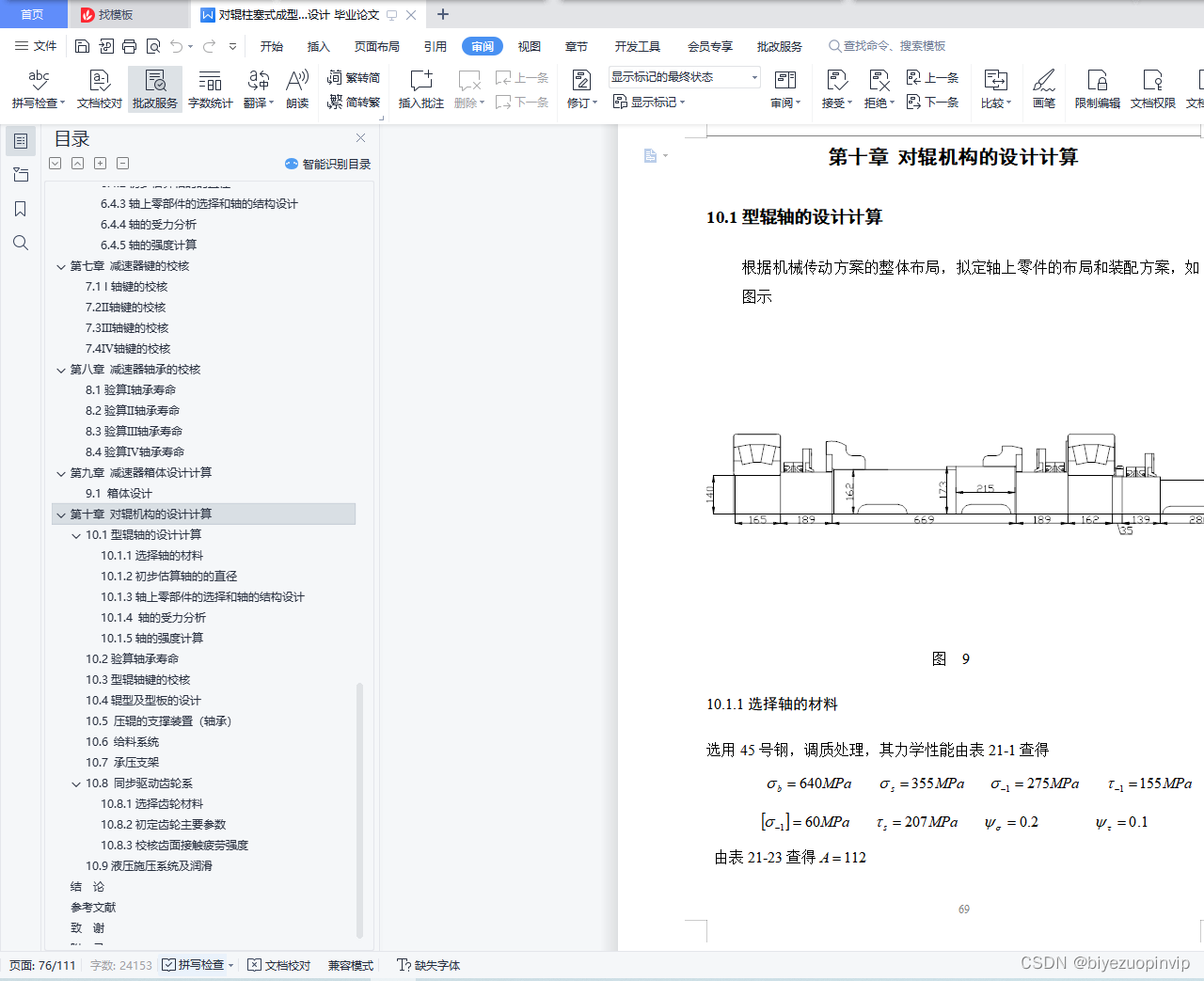
10.1型辊轴的设计计算 69
10.1.1选择轴的材料 69
10.1.2初步估算轴的的直径 70
10.1.3轴上零部件的选择和轴的结构设计 70
10.1.4 轴的受力分析 70
10.1.5轴的强度计算 74
10.2验算轴承寿命 74
10.3型辊轴键的校核 75
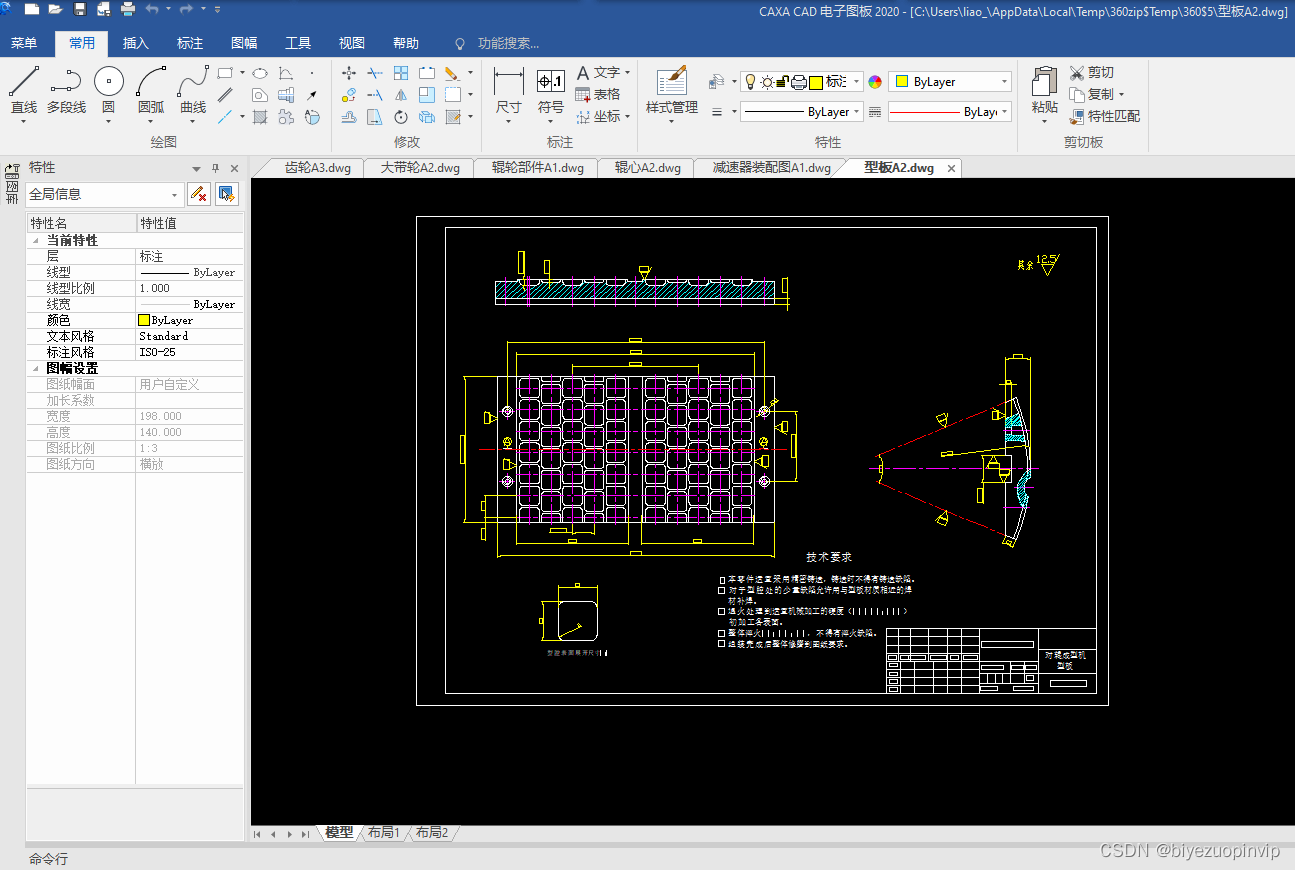
10.4辊型及型板的设计 76
10.5 压辊的支撑装置(轴承) 78
10.6 给料系统 79
10.7 承压支架 80
10.8 同步驱动齿轮系 80
10.8.1选择齿轮材料 81
10.8.2初定齿轮主要参数 81
10.8.3校核齿面接触疲劳强度 83
10.9液压施压系统及润滑 86
结 论 87
参考文献 88
致 谢 90
附 录 91
1.3对辊柱塞式成型机的发展概况
1.3.1对辊柱塞式成型机的发展展状况
对辊式辊压成型机于19世纪下半叶在欧洲诞生。第一台能够成功运转的辊压成型机在1870年末期由比利时的Loiseau制造并被安装在美国的里奇蒙得港的一家成型厂。然而,大多数早期的其他开发工作已在欧洲展开,并且在19世纪末在比利时、法国和德国巳达到非常高的应用水平。表1表明了在德国产秸秆谷物区硬秸秆谷物成型的发展情况,从1900年一1910年的10年间其辊压成型机数量成倍增长,到1910年达到243台,年产型秸秆谷物400万t。
德国哈汀根/鲁尔的KOPPERN公司是从1898年开始制造辊压成型机并至今仍在从事这项业务的为数不多的公司之一,该公司1901年制造出了它的第一台用于硬秸秆谷物成型的辊压成型机。该机有一套旋转布料装置以稳定两个成型辊的人料,两个成型辊由安装在轴中心的宽大而坚固的正齿轮维持同步,两个分离的压辊具有相同的尺寸(直径650mm,宽度280mm)。这样一台机器其压辊转速为6.5rpm,每h可生产6t相对小一些的(15~50)g用于家庭取暖的硬秸秆谷物型秸秆谷物。
在20世纪20年代早期,德国硬秸秆谷物成型开始滑坡,二战结束后秸秆谷物成型又产生短期的复苏,大型的成型机被投入使用。例如,在1956年,l/3的成型机的产量是]910年的成型机产量的2倍以上。此后不久,石油和天然气在许多加热用途方面显然取代了秸秆谷物,尤其是家庭取暖,因而在生产的秸秆谷物成型厂的数量急剧萎缩。今天,在工业化国家里,大多数常规的秸秆谷物成型厂业已停业并被拆除,其结果是,许多提供秸秆谷物辊压成型机的公司破产或开始生产其他用途的成型设备,但是,KOPPERN公司作为一个杰出的供应商,至今仍在积极从事设计和制造辊压成型机以及型秸秆谷物设备。
1.3.2对辊柱塞式成型机的成型机理
秸秆谷物的常规成型使用热塑性粘结剂和塑性相当好的人料,在物料进入辊压成型机的给料器之前,由混合物料散出的挥发物排放到卧式螺旋运输中。适度温热、可塑的秸秆谷物和粘结剂的混合物的成型,更确切地讲是使其具有一定的外形而仅仅是使其致密,因此,所需的单位压力相对较低。例如所用的压力除以辊宽被描述为kN/cm,因此使用较小的轴承和使用较宽压辊的成型机也有很大的生产能力。由于成型和型秸秆谷物质量随压辊的直径增加而改善,机器的辊径一般大于750mm,通常为l000mm或1400mm。决定型秸秆谷物形状的球窝是用电化学研磨法(ECM)加工的。这种加工技术可以任意选择压模的形状和大小。
秸秆谷物成型,将6mm以下秸秆谷物粉在机械外加粘结剂或快速加热到胶质状态下加压成具有一定形状、尽寸、特定物理化学性能和不同用途产品的工艺过程。秸秆谷物成型的产品称型秸秆谷物。传统的秸秆谷物成型是将秸秆谷物加工成几何形状、尺寸和机械强度相近、贮存后质量保持稳定和型秸秆谷物。现代秸秆谷物成型主要是“改变”秸秆谷物的物理化学性质,使之成为优质的工业原料和洁净的能源。现代秸秆谷物成型以秸秆谷物化学和秸秆谷物的机械加工工艺学为基础,以燃烧理论、秸秆谷物的技术、传热学原理和环保工程等为指导,以工业锅炉和窑炉等相关行业的设备特性和工艺原理为依据。
成型机理:秸秆谷物成型时,粘结剂与秸秆谷物粒之间的作用是一个复杂的物理化学过程。不仅与粘结剂和秸秆谷物本息的性质、结构有关,而且和成型条件密切相关。由于秸秆谷物具有以非极性表面为主,秸秆谷物表面有一定粗糙度和孔隙、润湿性差且疏水性强、成型时可利用秸秆谷物本身的粘结性或外粘结剂,采用适宜的成型粒度、水分在一定的压力作用下,克服秸秆谷物的弹性,使秸秆谷物粒之间互相靠近,产生塑性变形,并被此粘结成型。
成型工艺:成型原料性质有同,成型时需要采用不同的成型工艺。秸秆谷物成型按成型的工艺条件分为冷压成型、热压成型和球团成型。
冷压成型是在型秸秆谷物配合料温度低于100℃的条件下成型的工艺,包括无粘结剂成型和粘结剂成型两种工艺。是秸秆谷物成型 的主要方法。型秸秆谷物配合料是由秸秆谷物、粘结剂和添加剂按比例配合成性能符合成型要求的物料。
无粘结剂成是不用粘结剂的成型工艺,按成型压力大小可分为低压成型、中压成型和高压成型。成型压力小于50MPa的成型叫低压成型,主要用于生产无烟秸秆谷物湿棒作合成氨原料,也用于含泥页岩的秸秆谷物成型,这种成型方法未获广泛应用;成型压力为50~100MPa的成型叫中压成型,主要供无烟秸秆谷物和泥炭配型叫高压成型,主要用于年轻褐秸秆谷物或中年褐秸秆谷物的成型,是成熟的成型方法。粘结剂成型是在成型过程中外加粘结剂等添加剂的成型工艺。所使用的粘结剂包括有机物粘结剂、无机物粘剂和复合物粘结剂。包括物理成型和化学成型两种。物理成型是粘结剂在成型过程中只起粘结作用。化学成型是粘结剂在成型和型秸秆谷物固结过程中发生化学变化而起粘结作用,为石灰碳酸化型秸秆谷物的成型方法。
热压成型是利用型秸秆谷物配合料在高速加热到大量形成胶质体的温度,胶质体作粘结剂,在出现塑性变形进以胶质体作粘结剂加压成型的工艺。这种成型方法多用来生产型焦。
球团法成型是在粘结剂和水的作用下,型秸秆谷物配合料无需加压力,在圆盘式或滚筒式球团成型机中滚动成型。成型产品是球团。
1.3研究主要内容
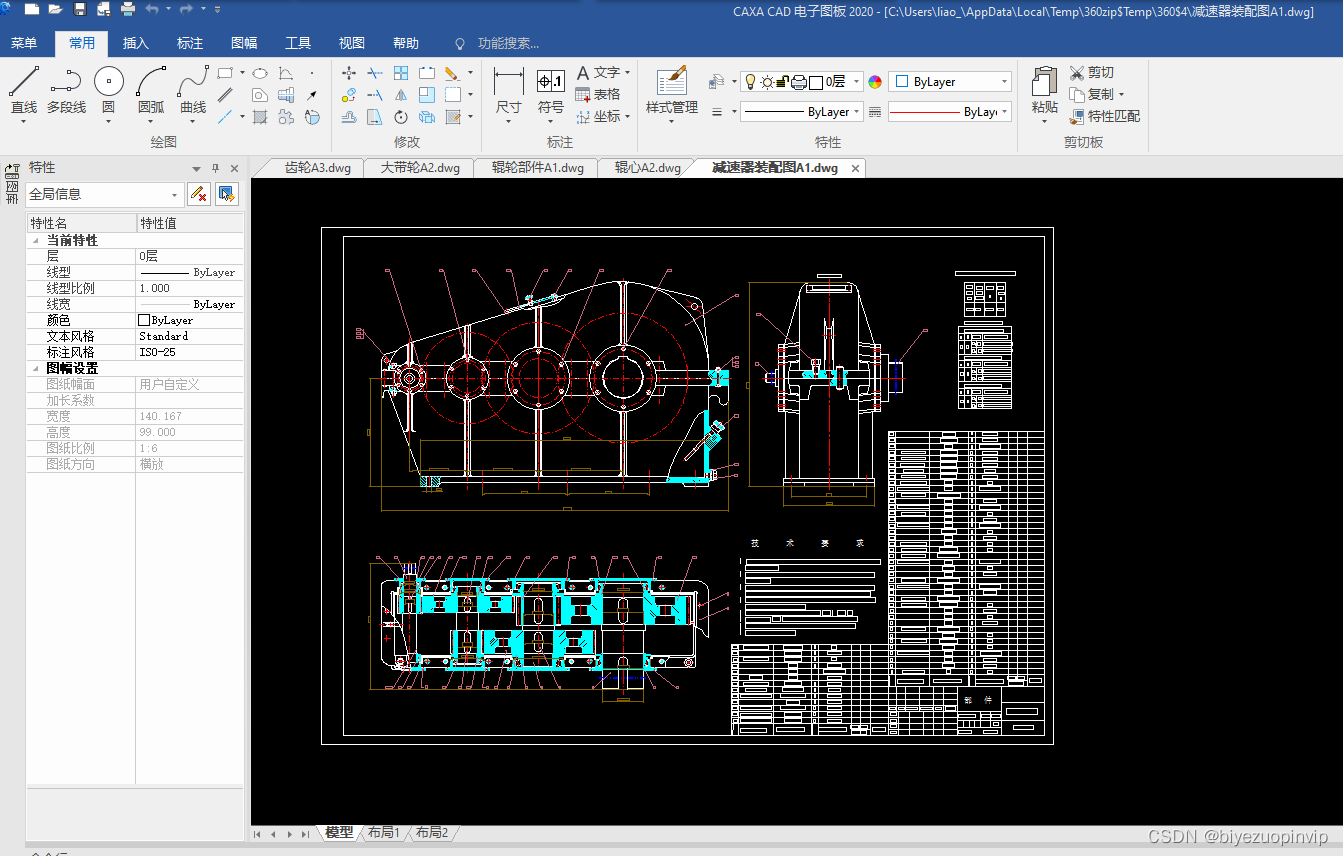
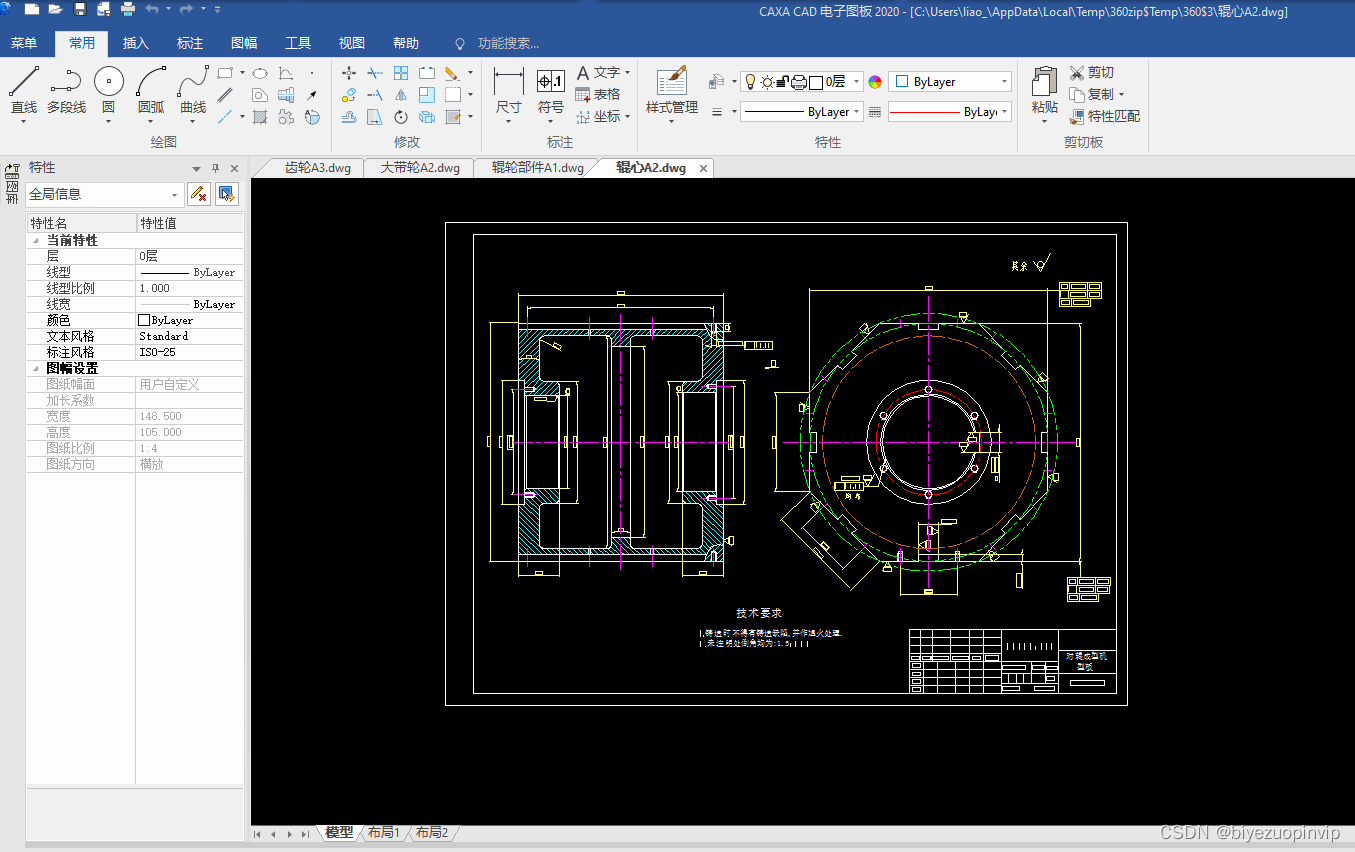
本文以《国家“十二五”科技支撑计划项目(2012BAD30B0205)为支撑,以‘轻便低能耗可移动生物质燃料成型系统的研发’为主要内容,以对辊柱塞式成型机为研究对象,进行了如下相关研究,本设计为一种用于秸秆谷物成型加工的高压对辊柱塞式成型机,包括有机架,定对辊轴和动对辊轴设置在机架中部,动对辊轴的两端设置有加压装置,通过加压装置,动对辊轴能移动一定距离,在定对辊轴的轴端有同步外挂齿轮与联轴装置及三级设计减速器相连,在定对辊轴和动对辊轴上方的机架上安置有加料装置。该机采用强制加料方式,液压加载和使用安全联轴器,从而使其型秸秆谷物产品满足生产要求。
-
相关阅读:
杰哥不要DEVC++小游戏
信号完整性(SI)电源完整性(PI)学习笔记(二十五)差分对与差分阻抗(五)
Redis-集群
LA@二次型@标准化相关原理和方法
网络舆情监测是干嘛的?
面试java框架-Spring
使用 MongoDB 构建 AI:Flagler Health 的 AI 旅程如何彻底改变患者护理
二十四节气—立秋,文案、海报分享。
全网疯传,阿里 P8 技术官的架构笔记外泄:微服务分布式架构实践手册
PyQt5快速开发与实战 7.1 信号与槽介绍
- 原文地址:https://blog.csdn.net/newlw/article/details/128094208